 分享
分享 乾貨 | SLA/DLP/LCD 3D列印支撐結構全解
光固化SLA/DLP/LCD 3D列印中一定會用到支撐結構,支撐結構是確保光固化3D列印件能被成功列印出來的重要元素之一。支撐使得模型不會變形以及崩塌。但也正因為支撐作為整體列印件不可分離的一部分,列印完成後就需要一系列的後處理來拆除支撐以及處理支撐留下的痕跡。
下沉式和上拉式3D列印中的支撐結構
下沉式和上拉式3D列印中的支撐結構往往不太一樣:
在下沉式3D列印中,支撐結構跟FDM比較類似,用來保證懸空和跨橋的成功列印。在下沉式3D列印中沒有拉拔力/離型力(點擊瞭解拉拔力/離型力詳情:CHITUBOX實驗室(2) | 拉拔產生的Z軸紋路如何消除),因此一般來說,模型可以擺放成任意角度。在下沉式3D列印中,最需要把控的是減少支撐的數量,防止拆除時損壞模型表面;同時降低列印的總層數以降低列印時間。
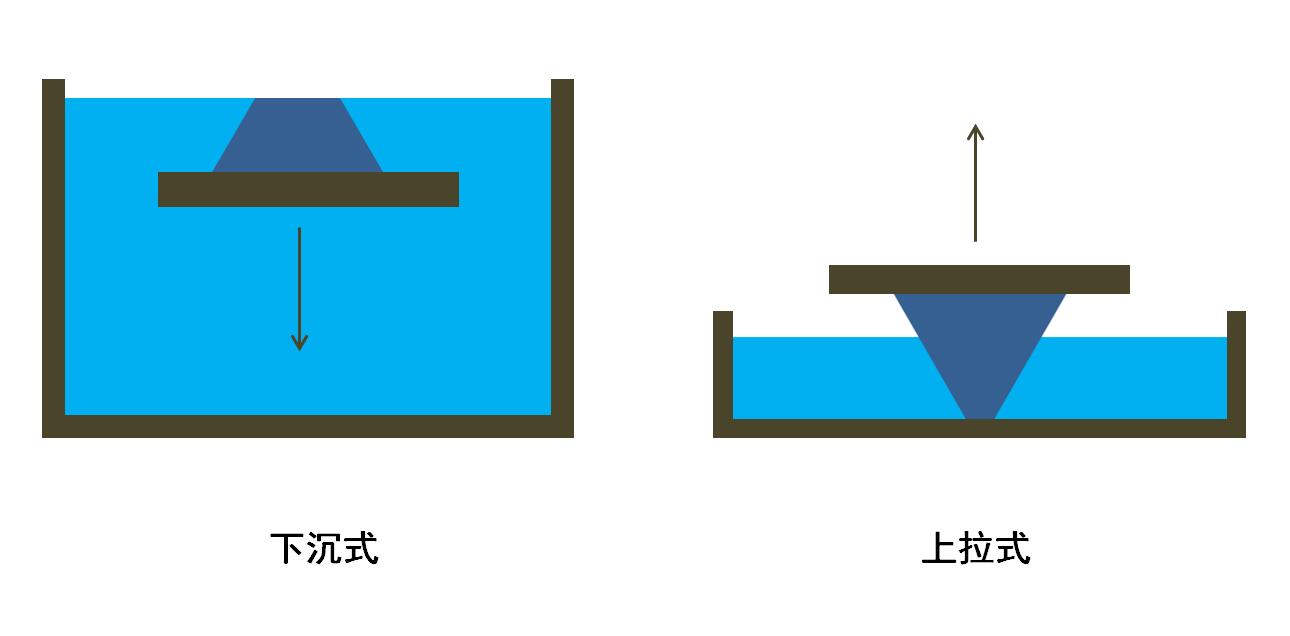
上拉式3D列印中,因為離型力的出現,情況會複雜的多,因為最需要考量的元素變成了如何減少拉拔力/離型力。影響拉拔力/離型力的因素有很多:樹脂黏度、離型速度、新成型層面面積、新成型層面與離型膜高度距離。這些因素中,新成型層面面積會影響到支撐結構。因此在上拉式3D列印中,模型往往需要擺放成某一角度,來減少每層的橫截面積。而減少支撐的數量並非首要問題。
下面,我們將重點說明上拉式3D列印的支撐結構。
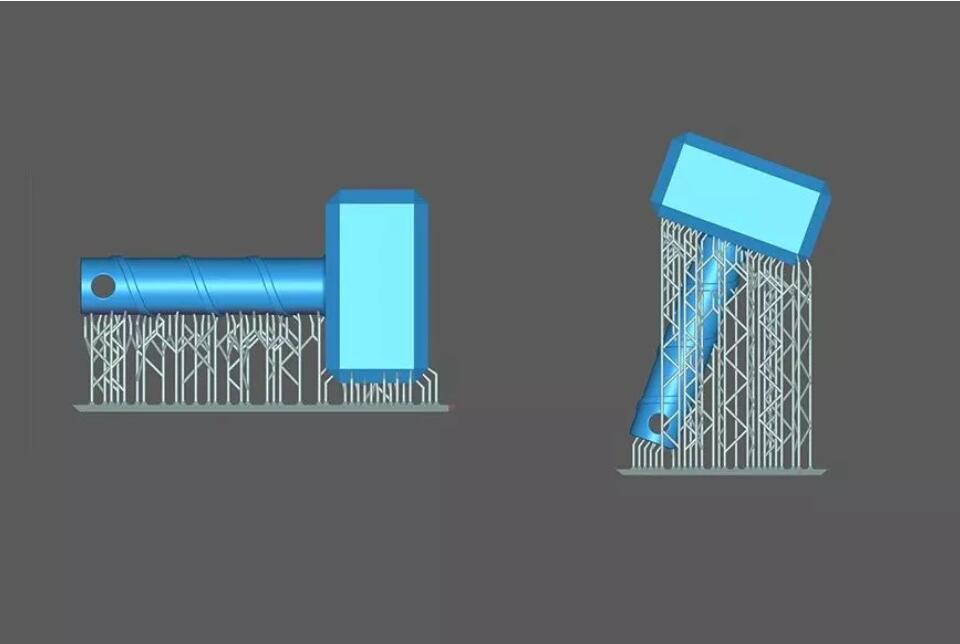
擺放位置影響支撐位置和數量
擺放位置對SLA/DLP/LCD 3D列印的支撐位置有至關重要的影響。通過調整模型擺放,支撐的數量可以大大減少。此外,如上文所說,調整模型擺放還有助於保護模型表面品質。
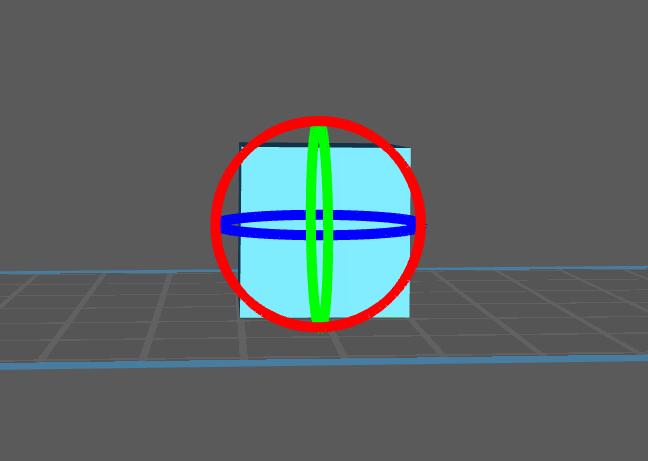
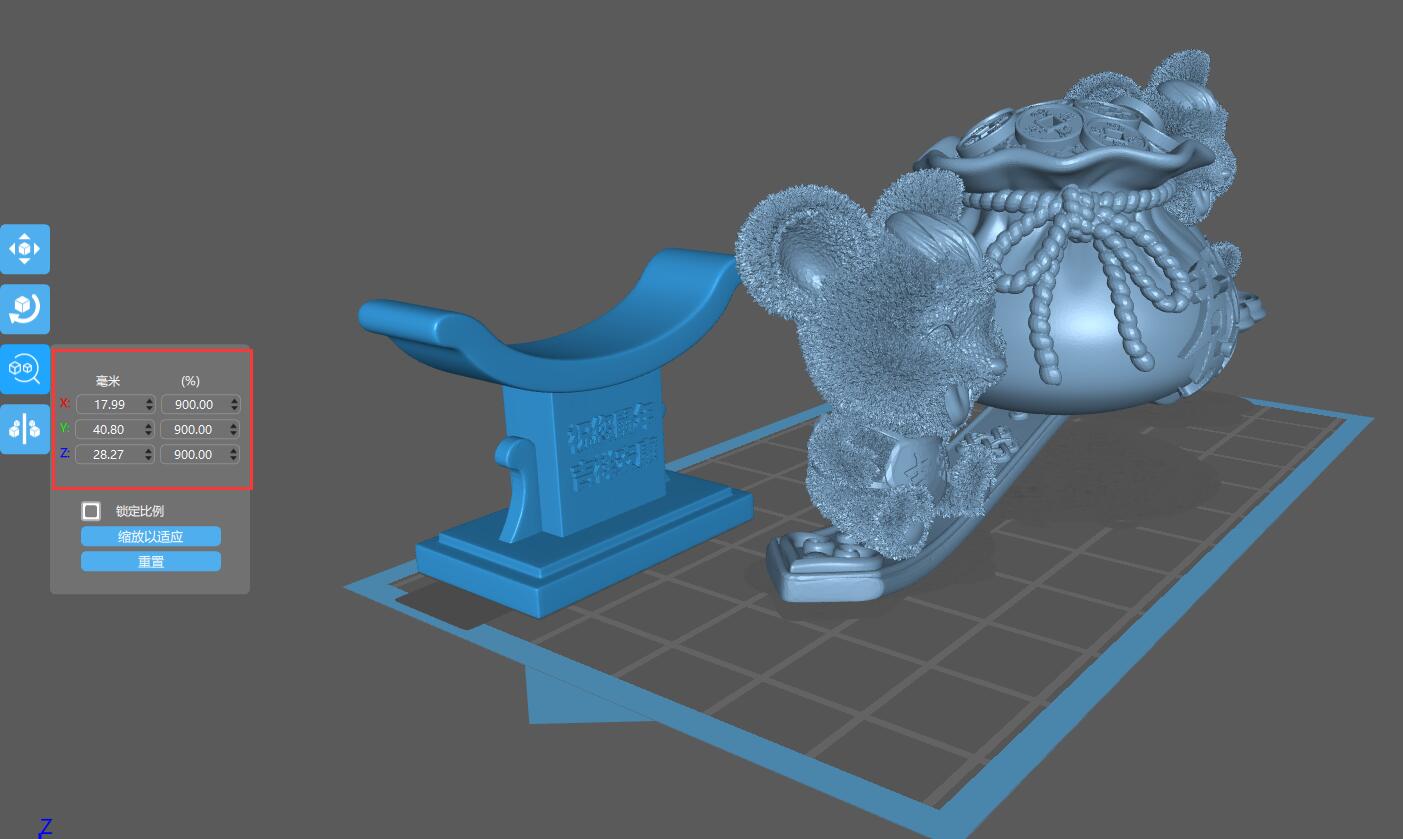
在CHITUBOX裡,可以用以下兩種方式調整擺放。點擊擺放按鈕,每次增加或減少0.5°來逐漸調整位置,也可以直接在輸入框中輸入角度數位。

另外,還可以直接滑鼠按兩下調出旋轉指示線,通過移動滑鼠,調整模型XYZ軸方向。其中紅色旋轉指示線控制X方向,綠色控制Y方向,藍色控制Z方向。
上拉式3D列印哪裡需要支撐?
懸空和跨橋
很多文章裡,習慣用字母Y、H和T表示懸空或跨橋結構。
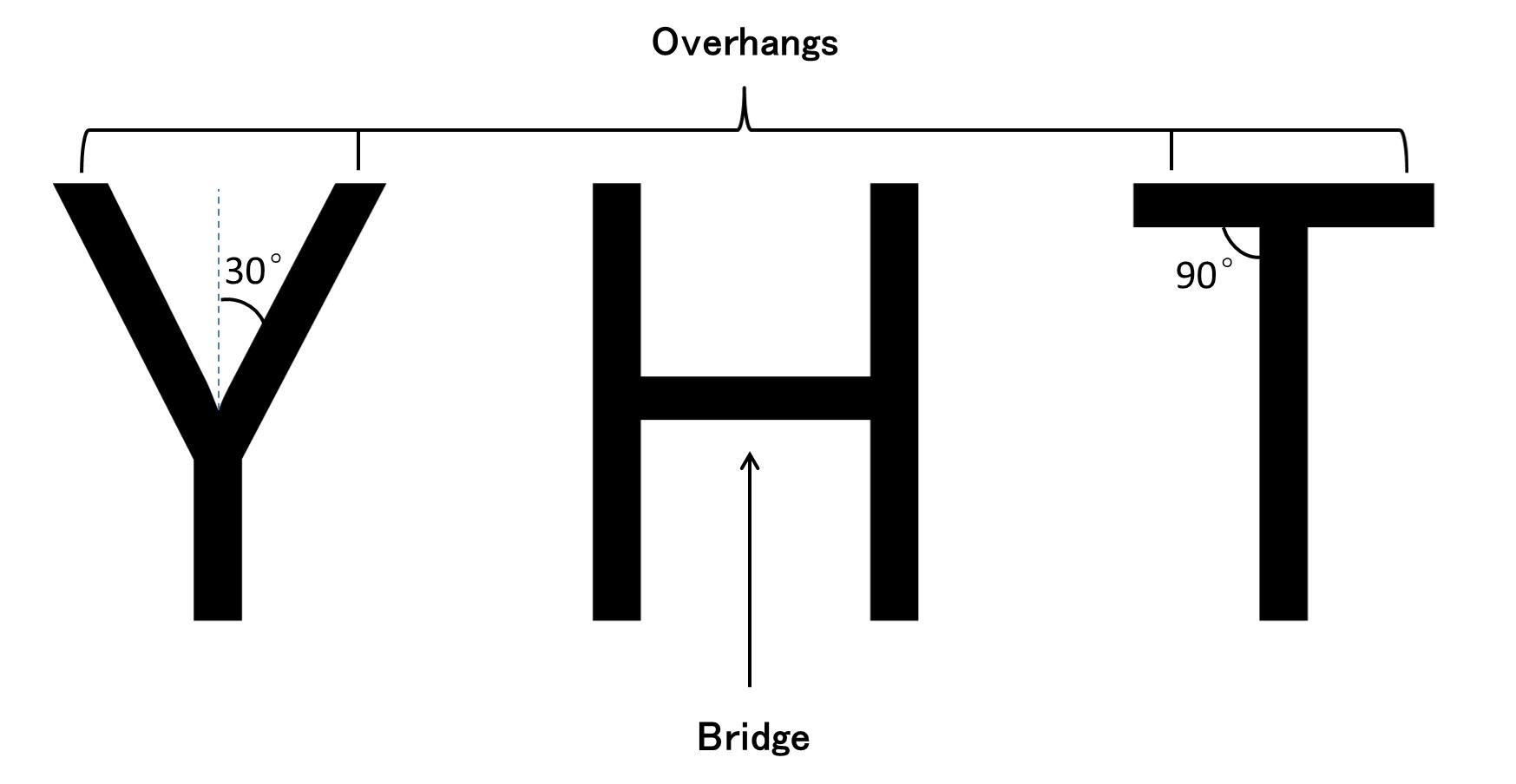
如果一個懸空傾斜的垂直角度小於45度,那麼可以在列印此懸空時不用支撐。字母Y的V型部分,分別與垂直方向成30度,因此無需支撐。而字母T的延伸部分與垂直方向成90度。因此,必須添加支撐來列印字母T。同樣地,並非所有的跨橋都需要支撐。如果跨橋的長度小於5mm,印表機就可能不需要支撐結構列印出來。
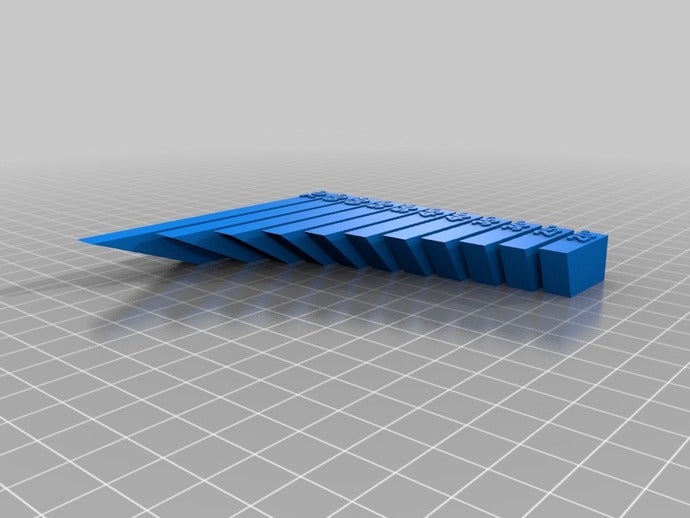
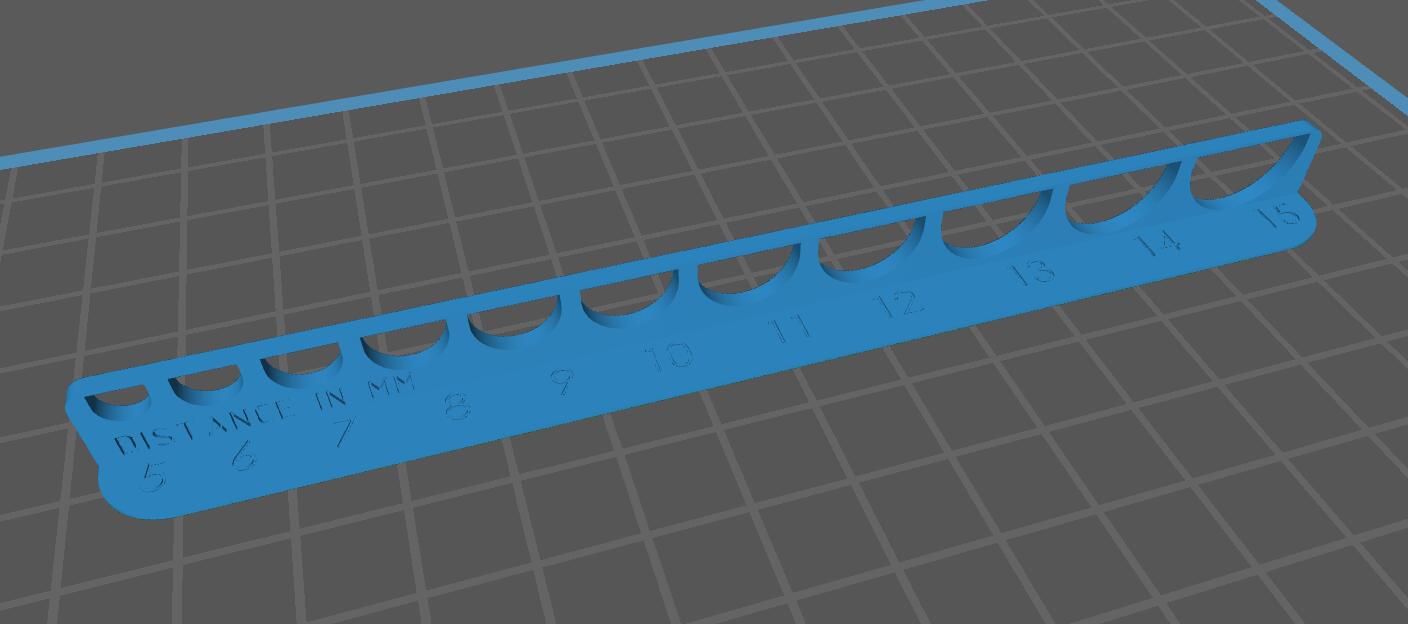
事實上,這些臨界值很大程度上受限於3D印表機、材料、參數等有關的實際情況。因此,用懸空(thingiverse.com/thing:40382)和跨橋(thingiverse.com/thing:3931816)的測試模型來實測3D印表機的性能就很有必要。
有一個更簡單的方法用來判斷上拉式3D列印中哪裡需要支撐,就是在CHITUBOX切片預覽模式下,輕鬆識別這些位置。
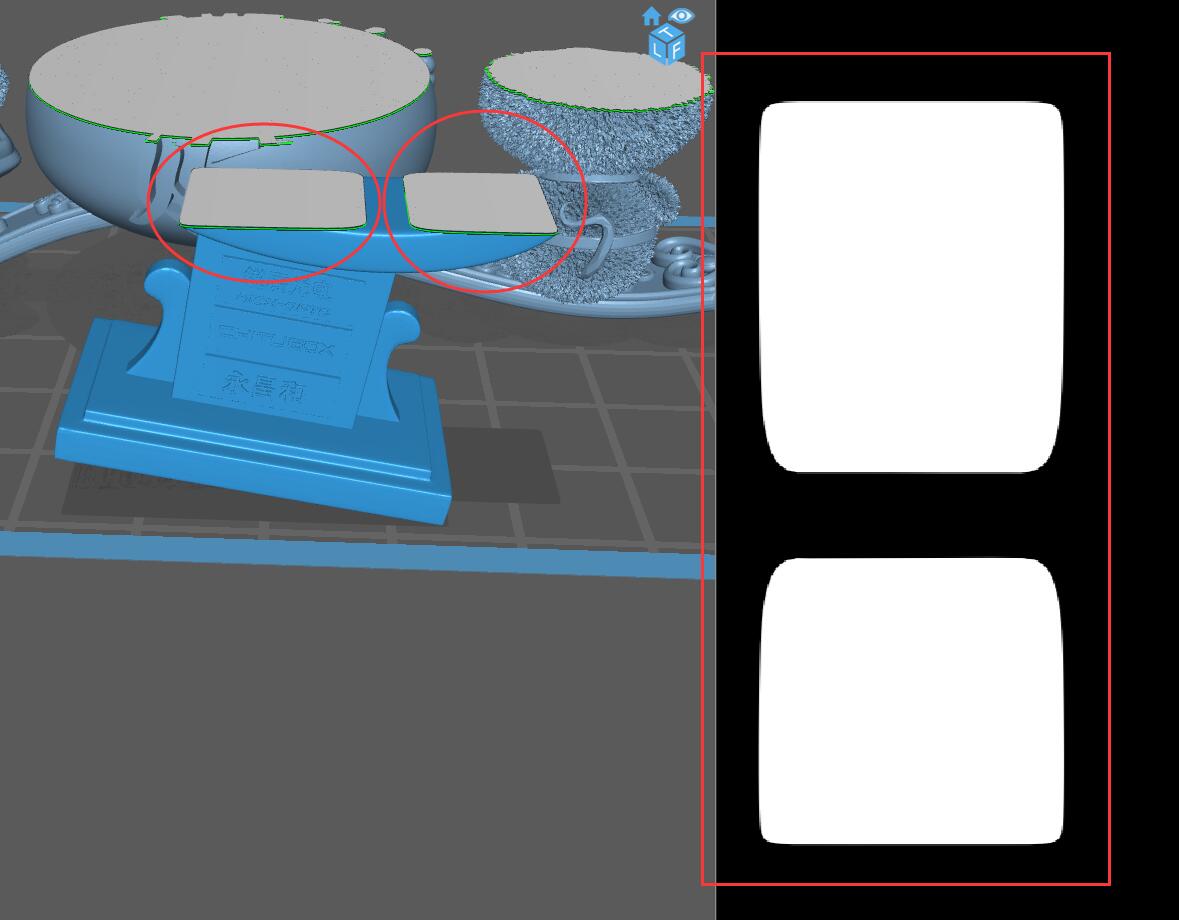
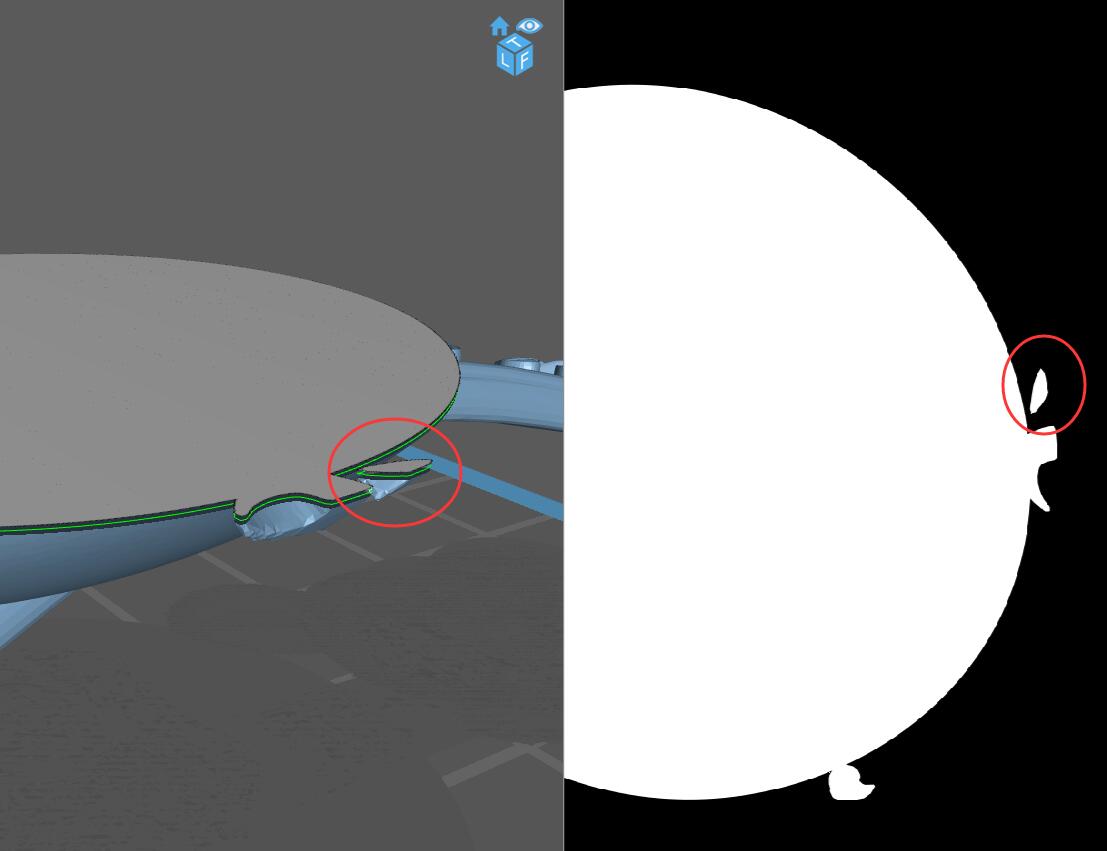
拿上面這個“吉祥安康金鼠”模型為例。我們重點關注底座的以下幾個位置,懸空開始出現和分開的位置,可以看到這一層是和之前固化的層面連接在一起,無需支撐,就可以逐層疊加。
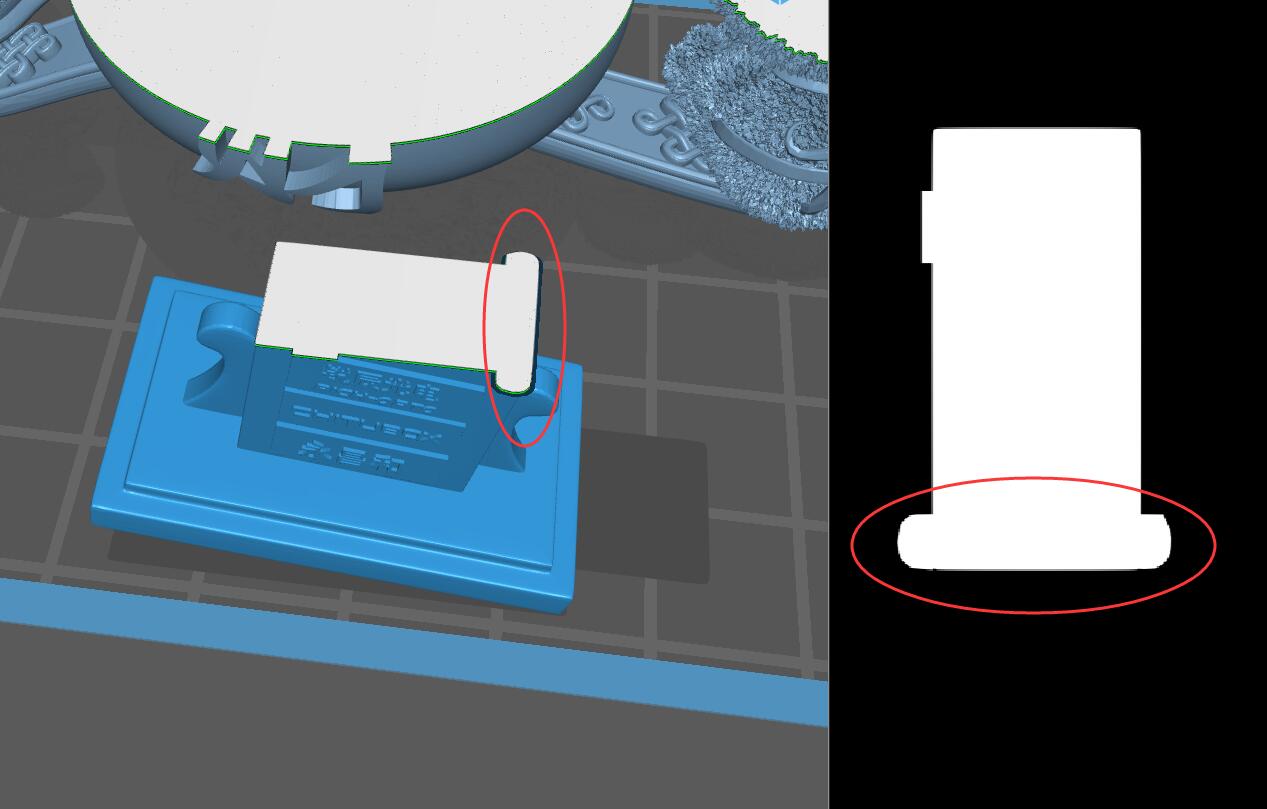
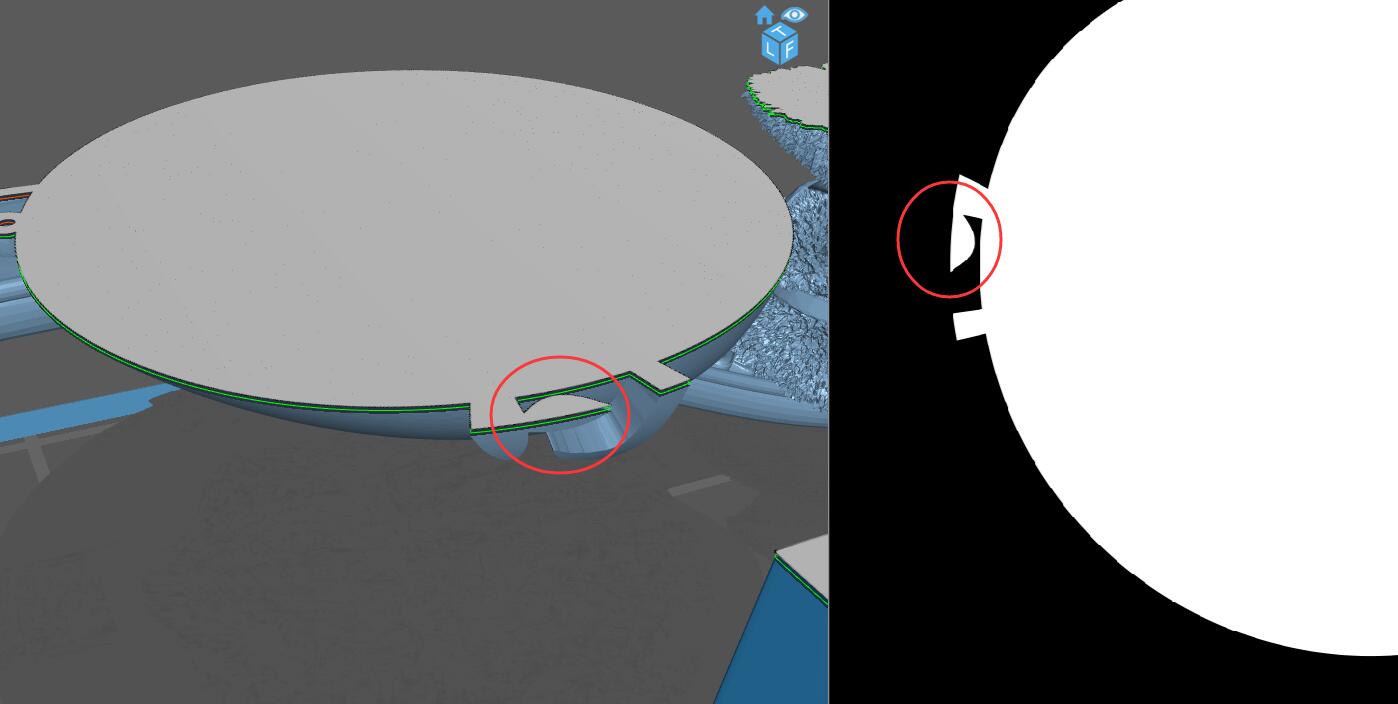
隨後底座懸空開始向兩側延長,一整片的層面開始分離,但可以看到,即使在分離過程中,新的層面依舊和之前固化的層面連接在一起,直至整個懸空結構列印完成。
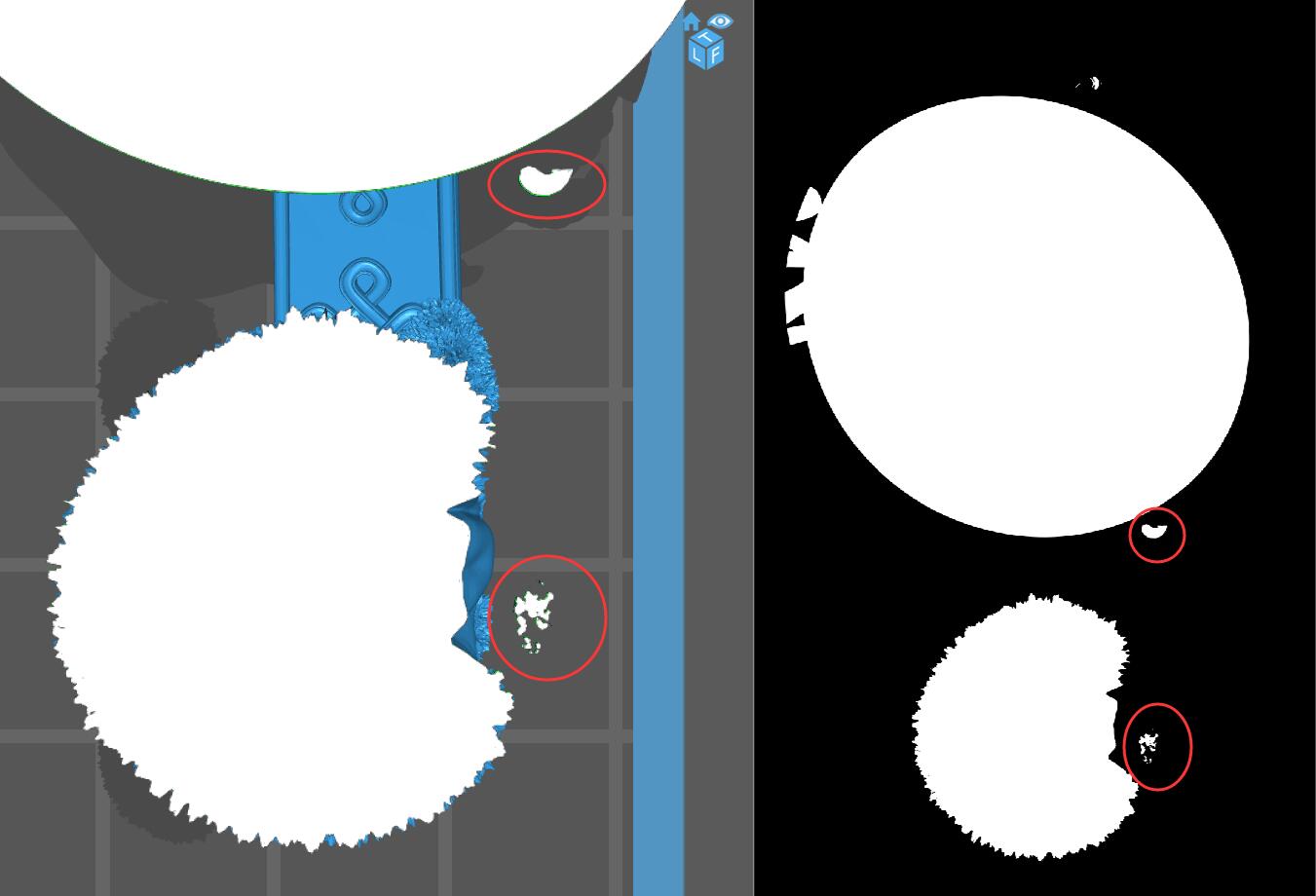
至於“吉祥安康金鼠”的部分,所有CHITUBOX切片預覽模式下懸空的部分,都需要添加支撐。
薄弱結構
上拉式3D列印中的拉拔力/離型力可能造成薄弱結構處的變形、層紋、甚至拉斷。雖然這些位置不加支撐理論上也可以成功列印出來,但考慮到列印過程中穩固結構,最好還是給這些薄弱結構添加支撐。
SLA/DLP/LCD 3D列印的支撐形狀
柱狀
SLA/DLP/LCD 3D列印最常見的就是柱狀支撐。看上去像一根根的柱子,只有頂部和模型接觸,更加節省樹脂材料。柱狀支撐滿足絕大部分應用,不會過多的損壞模型表面品質。
片狀
片狀支撐就像較薄的牆面結構,用來支撐模型主體,增加穩定性。他們比主體薄的多,垂直於主體結構。對於平坦的懸空結構,片狀支撐比柱狀支撐提供更好的穩固性。但是在後處理的時候,片狀支撐會在模型表面留下更多殘留物。
網狀
網狀支撐可以理解為多個片狀支撐交織成的網格形成一個底座位於模型底部。模型底部幾乎被這些網狀支撐全部包裹住。因為比片狀支撐更薄,網狀支撐更易拆除。同時網狀支撐的接觸點更細密。