 分享
分享 CHITUBOX實驗室(2) | 拉拔產生的Z軸紋路如何消除
CHITUBOX實驗室又來啦!上一期,我們分享了空心密封模型直接拉拔對成型品質的影響,在列印一款驗證公差配合的瓶子和瓶蓋模型時,在表面出現了明顯的未固化現象,在逐步的排查中,證明影響最大的因素是空心密封拉拔。
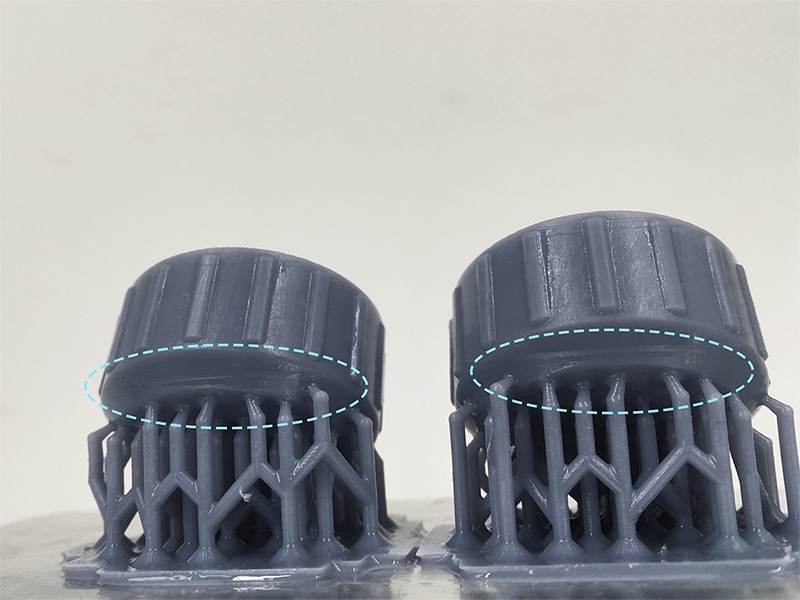
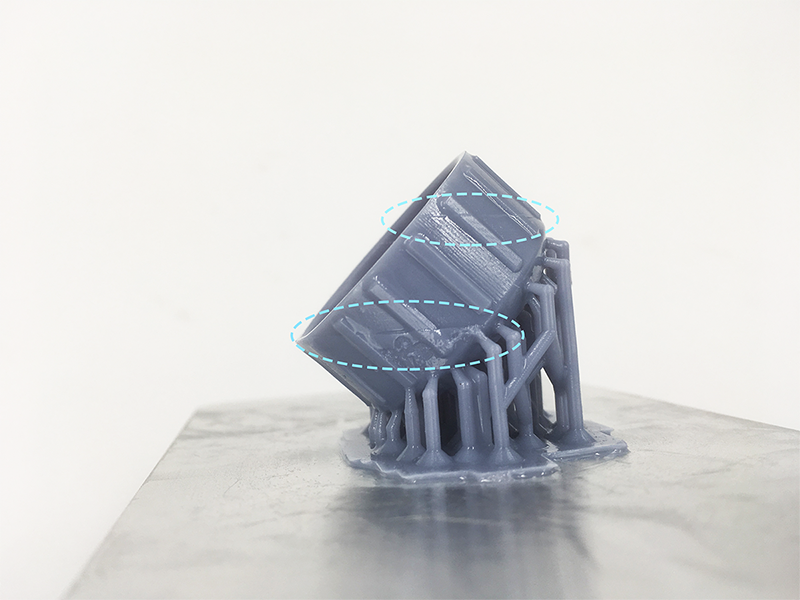
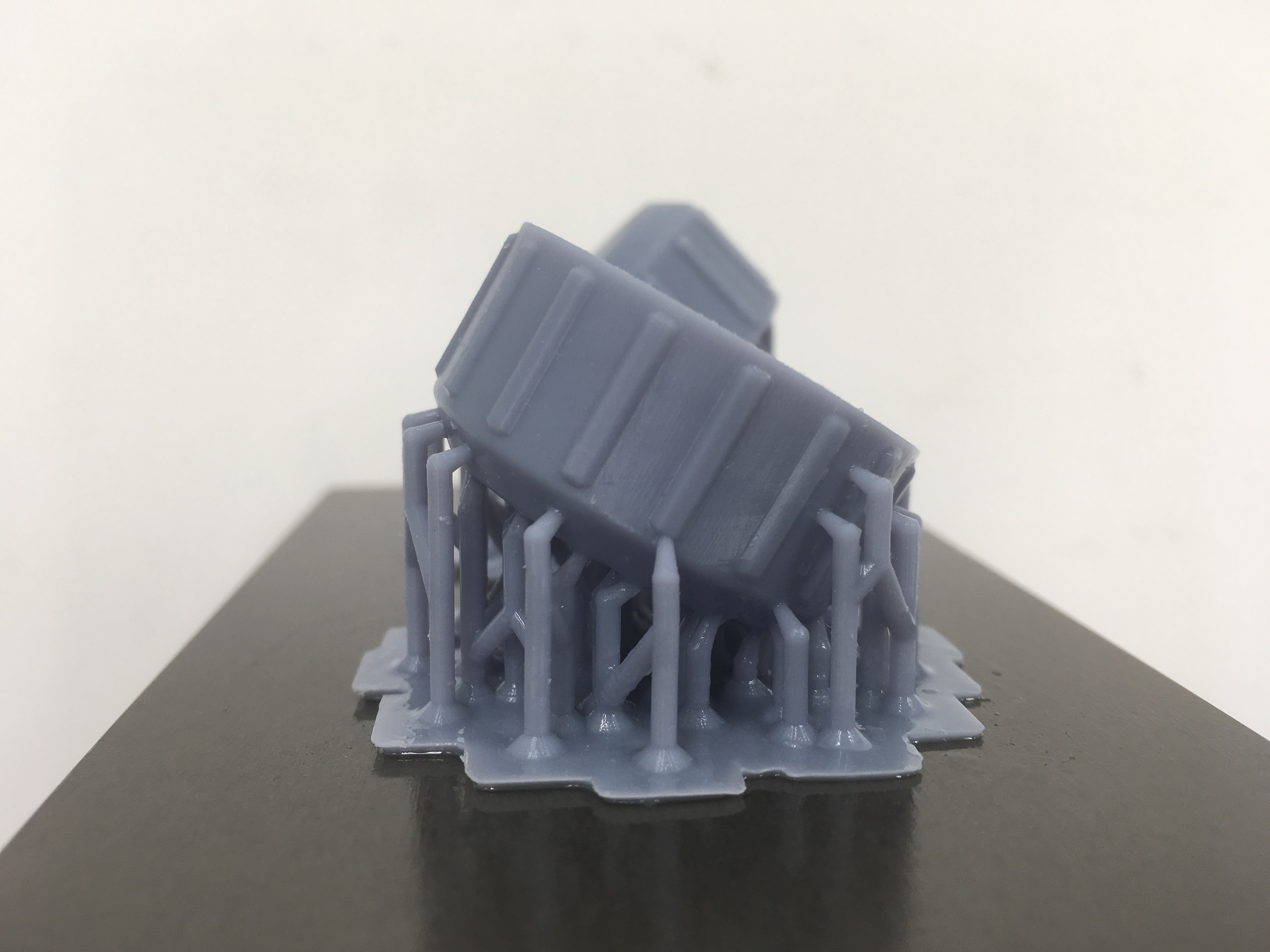
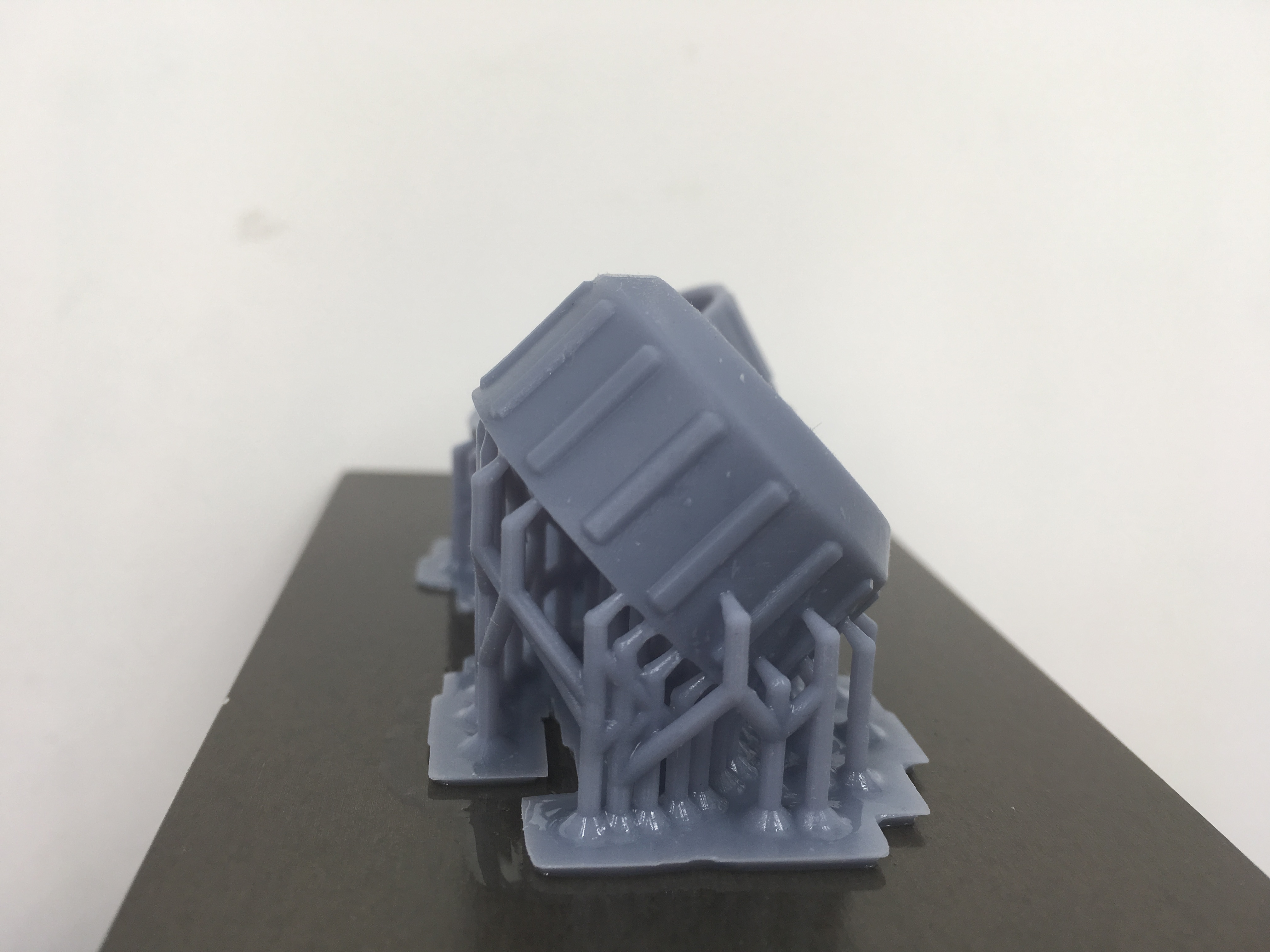
在上一期的文尾,我們留下了如上圖所示的兩張圖片。在圖1的藍色虛線框選處,可以看到,因拉拔力造成明顯的Z軸紋路,甚至出現層面偏移;而圖2中藍色虛線位置處,同樣有明顯的Z軸紋路,在清洗後依舊清晰可見。 造成這種紋路的罪魁禍首就是拉拔力/離型力,但是在上拉式的光固化3D列印中,這種拉拔力/離型力是無法避免的。為什麼這麼說呢?首先我們來再次瞭解下上拉式3D列印中的脫膜過程:
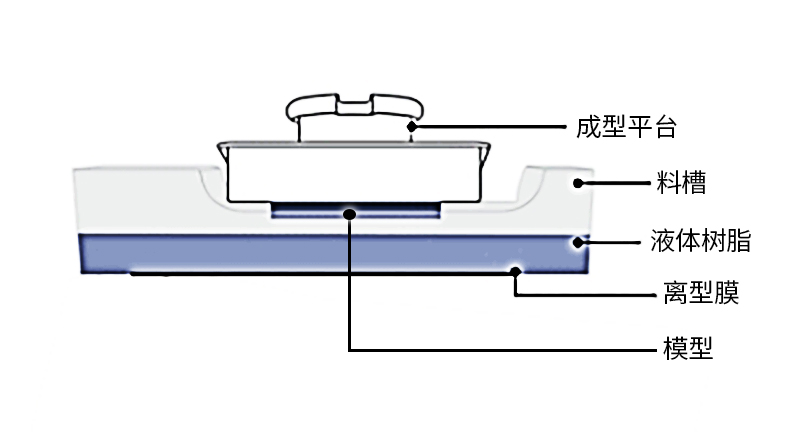
脫膜過程相關幾個元素包含了:成型平臺、料槽、樹脂以及離型膜。這個過程解釋起來,並不複雜,SLA/DLP/LCD可能略有差異,但基本都是大同小異的:
- 成型平臺及模型下降浸入液體樹脂;
- 光源固化光敏樹脂,固化的層面粘黏在前一層固化的層面和離型膜之間;
- 成型平臺上拉,模型和離型膜分離;
- 成型平臺下降,繼續重複動作,固化新的一層。
在模型和離型膜分離的過程中,拉拔力/離型力就隨之產生了。那麼這個拉拔力/離型力如何理解呢?
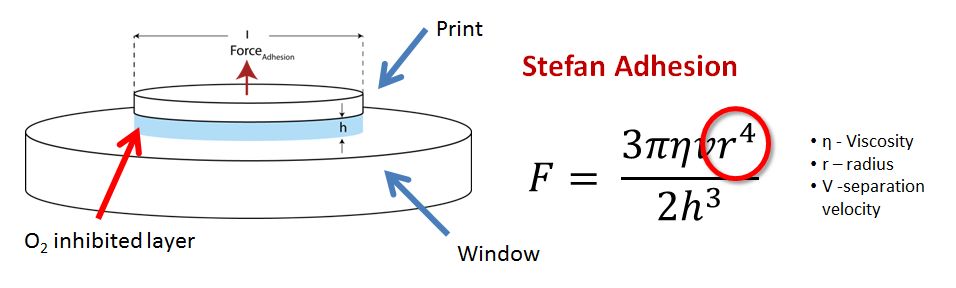
有一個Stefan公式剛好能說明這個問題:
拉拔力/離型力=3π*樹脂黏度*離型速度*新成型層面半徑^4/2*新成型層面與離型膜高度距離^3
這個公式不需要理解的太深入,顧名思義就可以知道,樹脂黏度、離型速度、新成型層面半徑、新成型層面與離型膜高度距離都會影響到拉拔力/離型力的大小。 其實這個理解起來也不難,樹脂黏度可以想像成,把物體從水裡和沼澤里拉出來,因為沼澤黏度更高,需要拉出來的力度自然越大。離型速度也好理解,吸盤吸在玻璃上,拔的越猛,吸附的越強。需要注意的是,新成型層面半徑的成倍增長,造成的拉力不是成倍增長,而是16倍的增長!
新成型層面與離型膜高度距離也很好理解,如果這個距離夠大的話,兩個物體就完全分離了,根本不存在離型力了。而這個距離的成倍縮小,造成的拉力也不是成倍增長,而是8倍的增長!
溫馨提示:
離型膜的品質,同樣會影響拉拔力/離型力!
在弄清了Z軸紋路產生的原因,消除這個紋路就容易了。首先要知道的是,拉拔力/離型力是不可能消失的,所以可以通過以下兩個方式來消除Z軸紋路:
1. 降低拉拔力/離型力
2. 穩固模型
第一個方法可以通過調整公式裡的參數來影響拉拔力/離型力,比較有效的是更換黏度更低的樹脂,縮小模型或調整擺放角度以縮小半徑,還有就是降低抬升速度。當然也要定期檢查離型膜的磨損情況和脫膜情況,及時更換良好的離型膜。
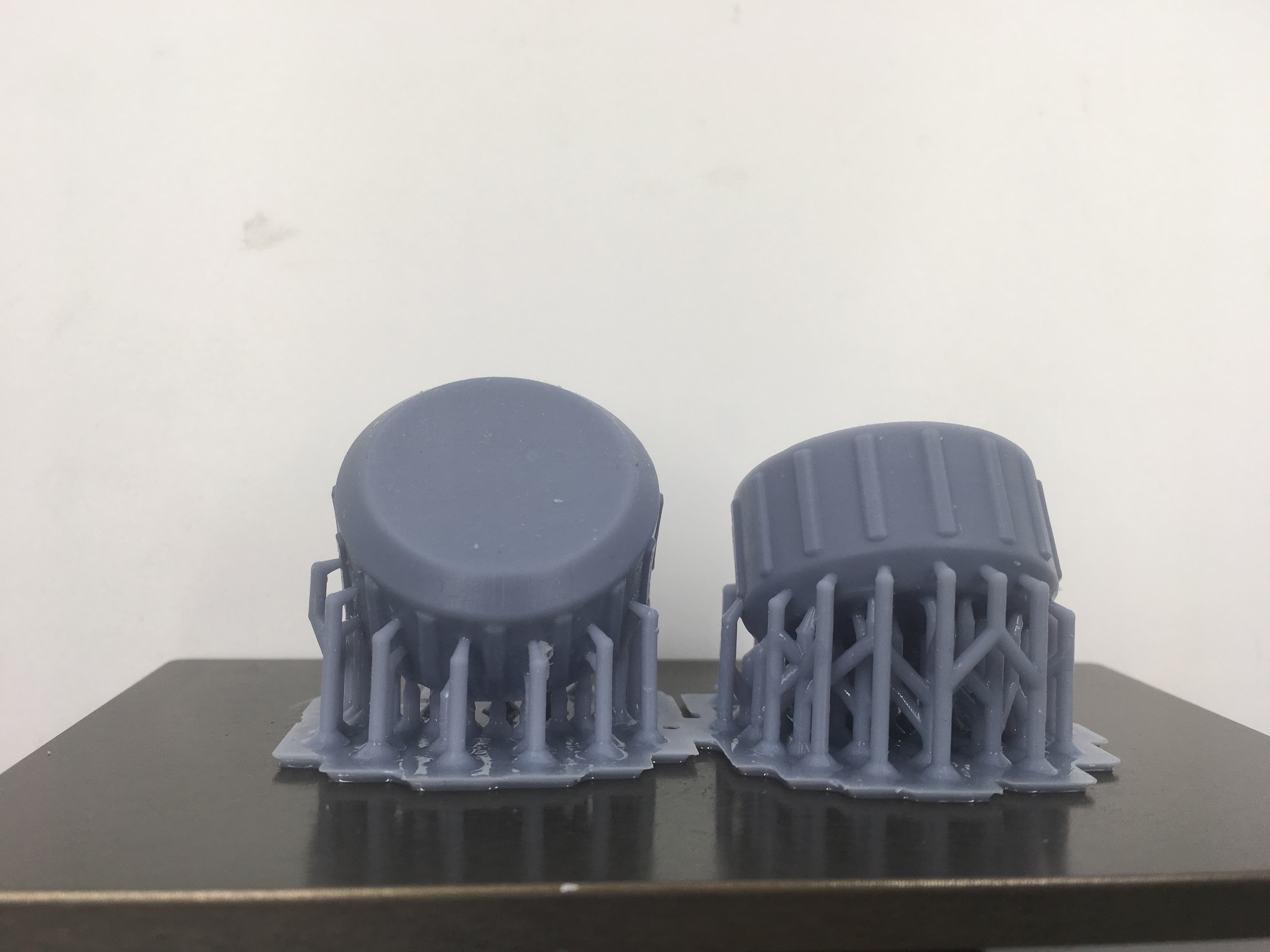
倘若這些因素不方便調整的話,可以通過穩固模型的方式。在橫截面突變的位置(半徑較大的地方),多添加幾根支撐,以達到穩固模型的作用。 如下圖所示,在穩固模型後,Z軸紋路基本消除。
補充說明:
機器Z軸不穩定及寸動,同樣會造成Z軸紋路。
模型來源:
https://www.thingiverse.com/thing:384578