 分享
分享 模型摆放位置对光固化3D打印的影响
在上一期的文章裡,我們討論了如何優化模型擺放提升表面品質。但是,模型擺放位置對光固化3D列印的影響遠不止表面品質這一方面。今天,我們就繼續探討下光固化3D列印模型擺放位置對下面幾個方面的影響。
表面品質
正如上一期的文章說到,模型結構從較小的橫截面積突增成較大的橫截面會導致層面間劇烈的體積變化,而層面之間樹脂體積的劇變又會導致固化層面的收縮。層面之間樹脂的不均勻以及加增的剝離力導致劇烈的收縮,這就是缺肉和模型凹凸不平的主要成因。
模型結構的劇變不光影響模型完整性,還同樣會導致模型表面出現層紋。此外,因為列印過程中Z軸的抬升,模型擺放不同就會直接影響表面品質。
延伸閱讀:
列印時間
模型的擺放位置也會影響列印速度。一般來說,與豎放相比,把同一個模型橫放,列印同樣會快很多。試想一下,如果現在蓋一棟4層樓和一棟2層樓,樓層的高度和建築速度一致,顯而易見蓋4層樓所需的時間更多。(LCD與DLP都是面成型。)
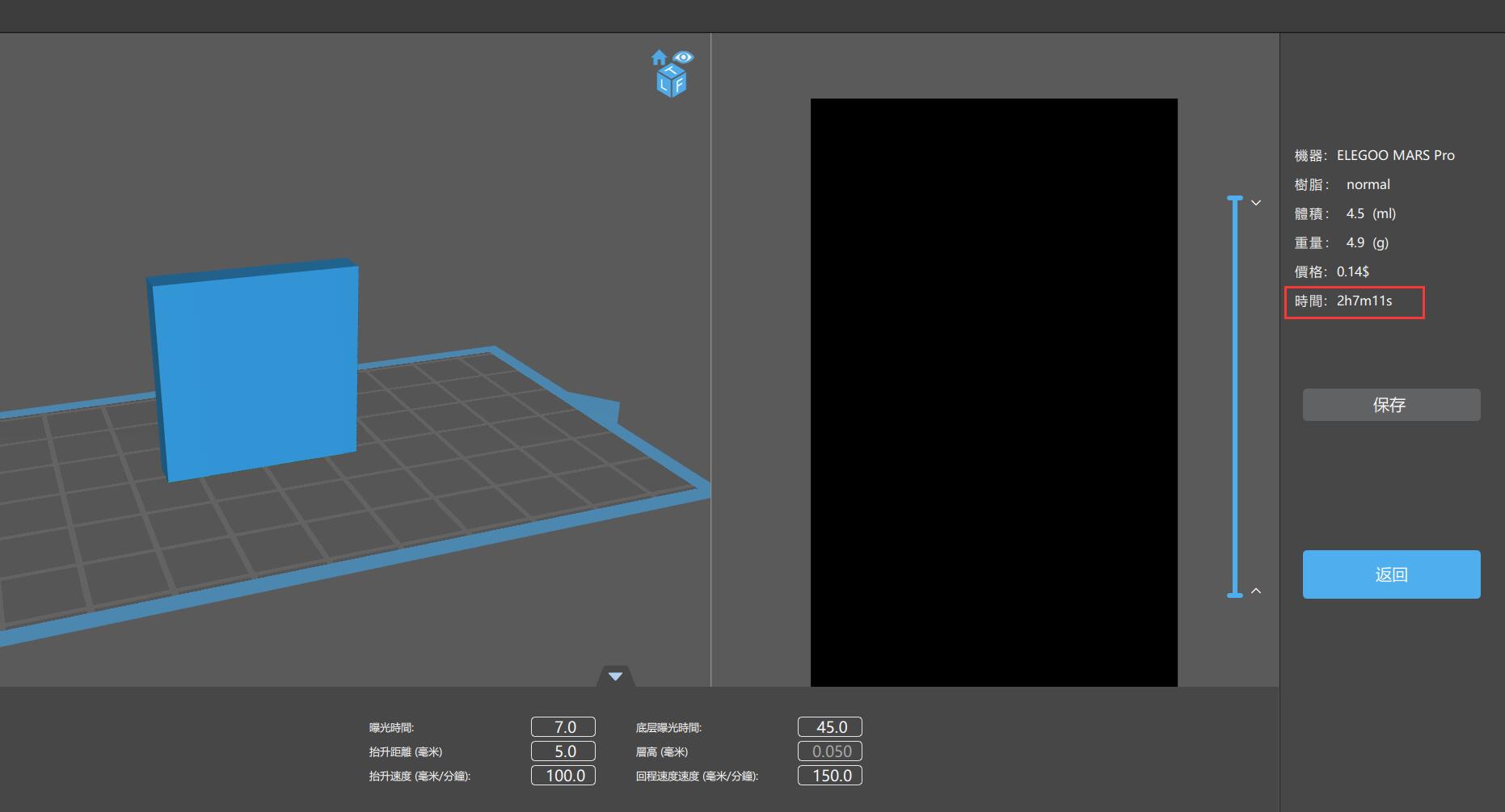
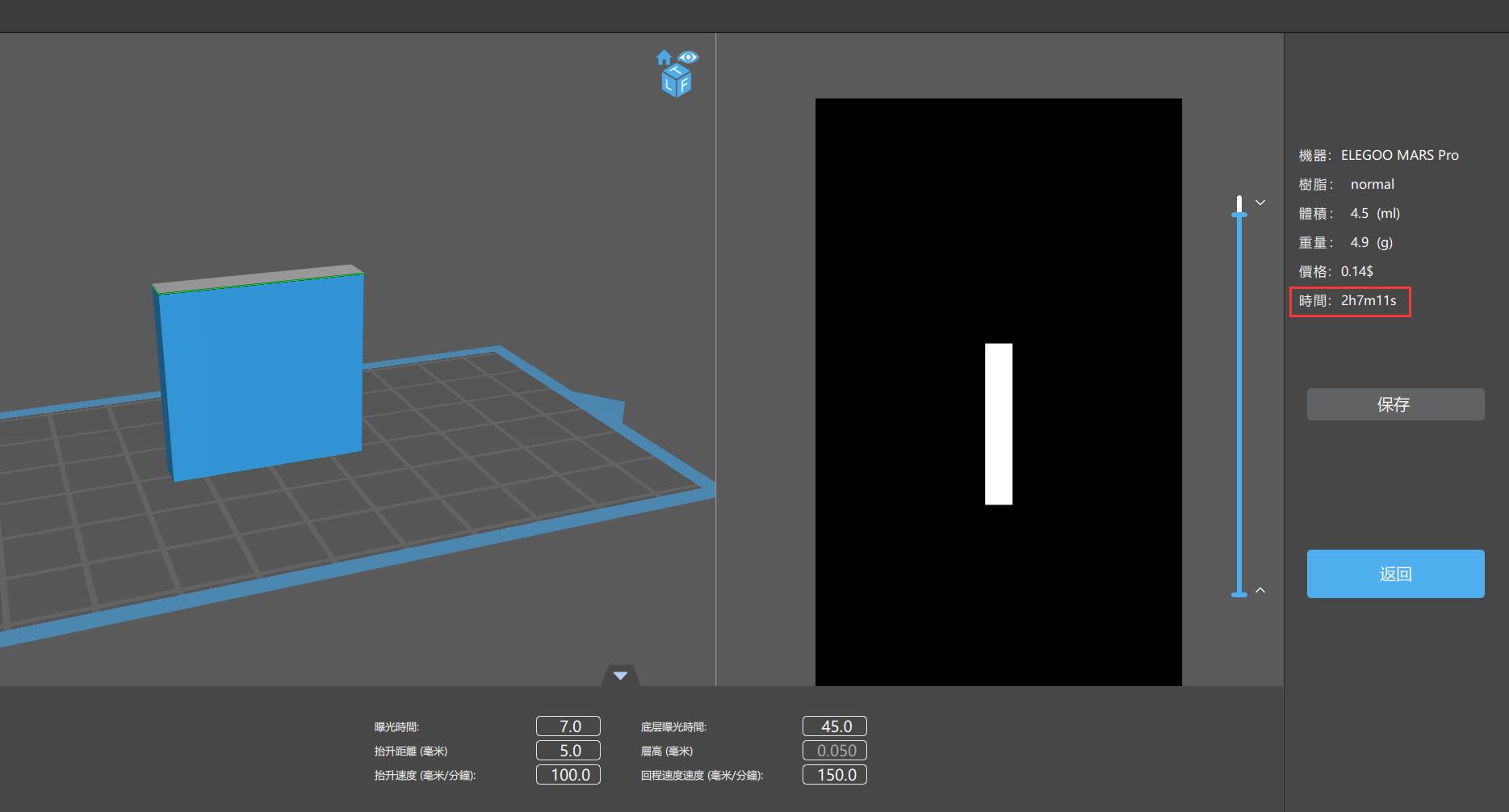
通過查看CHITUBOX預覽列印模式下的列印時間預估,就更容易體現了。可以看到,平放的方塊(30*30*5mm)所需的列印時間為23分鐘,遠比豎放(5*30*30mm)的列印時間2小時7分鐘少得多。
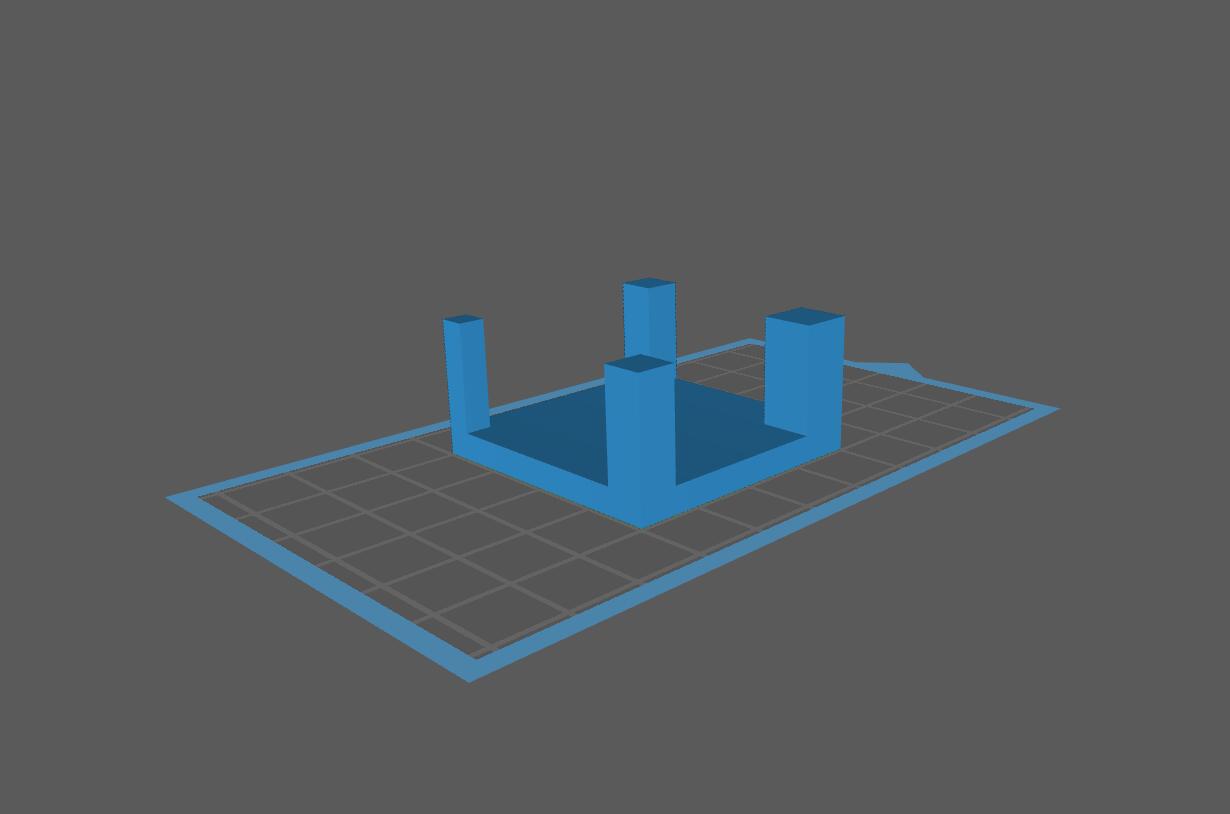
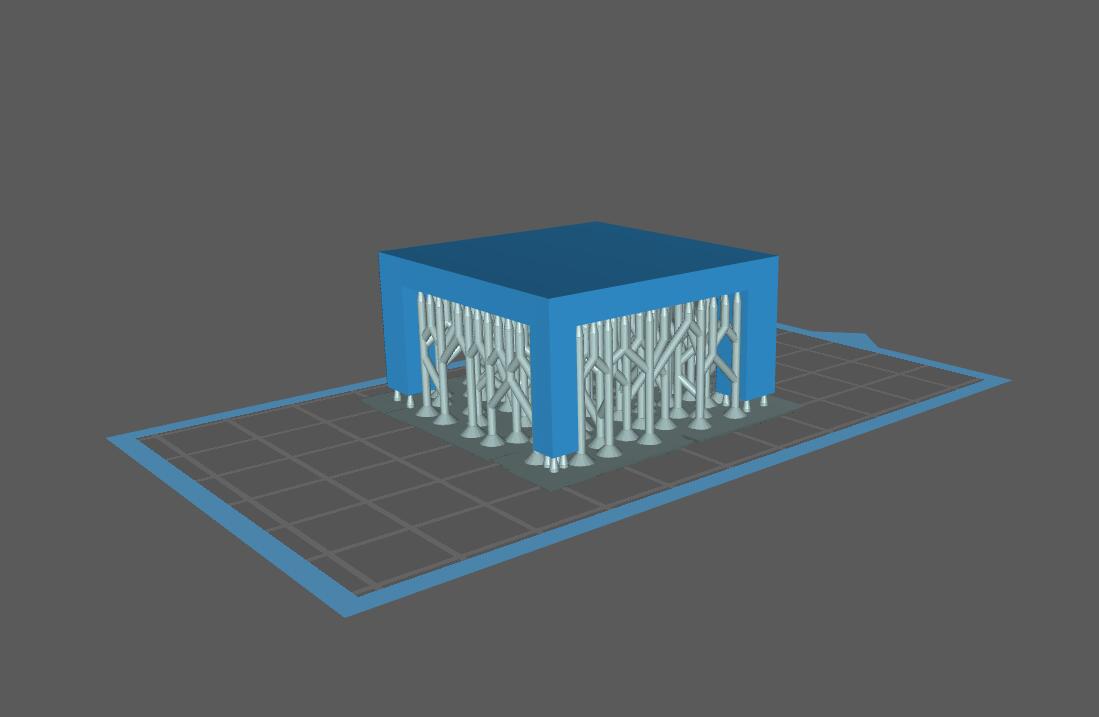
支撐結構
擺放位置對SLA/DLP/LCD 3D列印的支撐位置有至關重要的影響。通過調整模型擺放,支撐的數量可以大大減少,也可以避免層面橫截面的突變。
光固化3D列印通常用於對成品表面品質有很高要求的精細列印。這種情況下,在設計支撐時,避免給展示面以及很難拆除的位置添加支撐就很重要。
延伸閱讀:
SLA/DLP/LCD 3D列印支撐注意事項
SLA/DLP/LCD 3D列印支撐結構全解
模型精度
以中間帶孔洞的圓柱體為例(外徑10mm,內徑6mm,長度30mm)。如果我們將它豎立在成型平臺上,那麼它的成型方式就是一層層的同心圓組成,外表面將相對平滑。
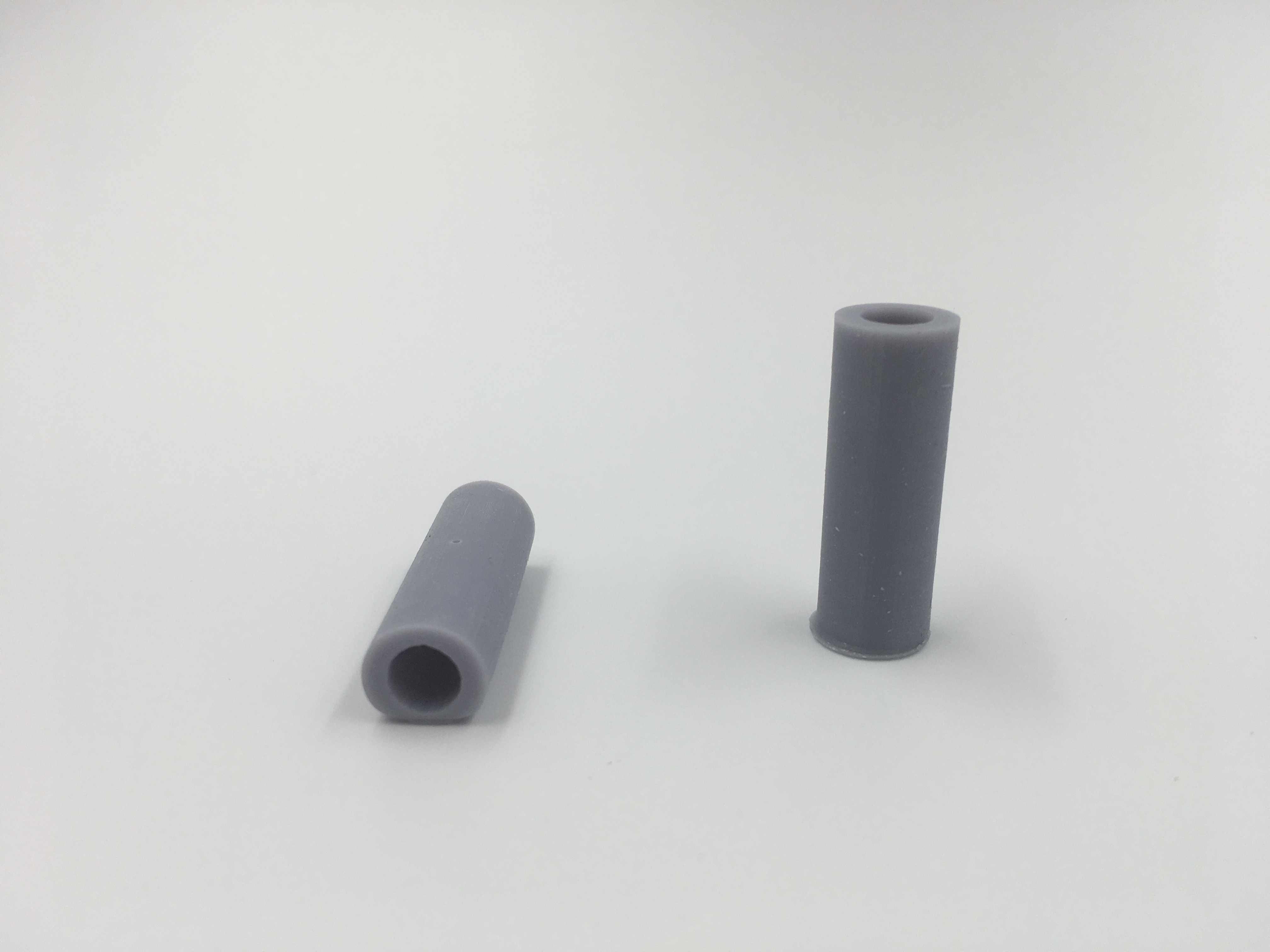
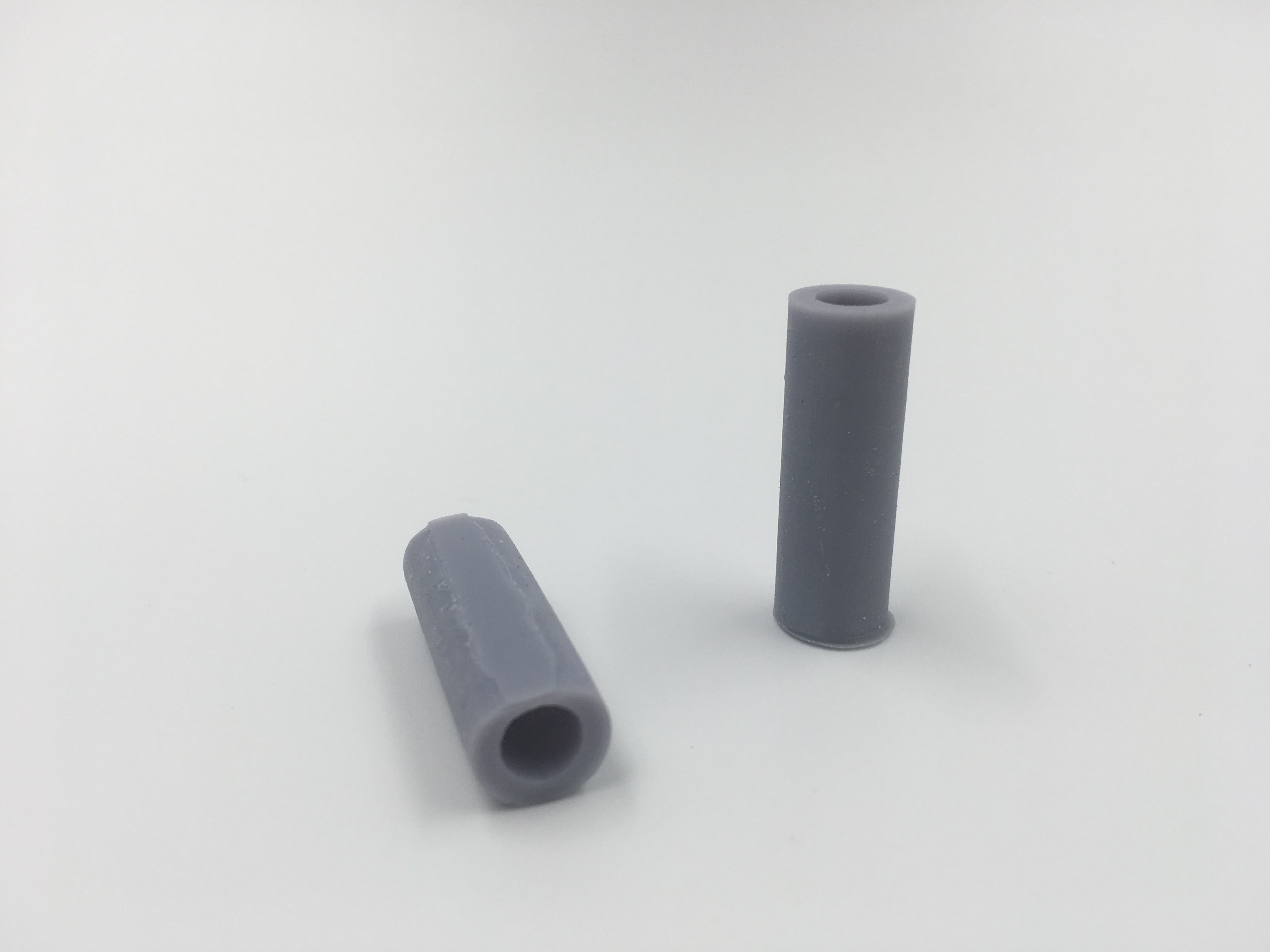
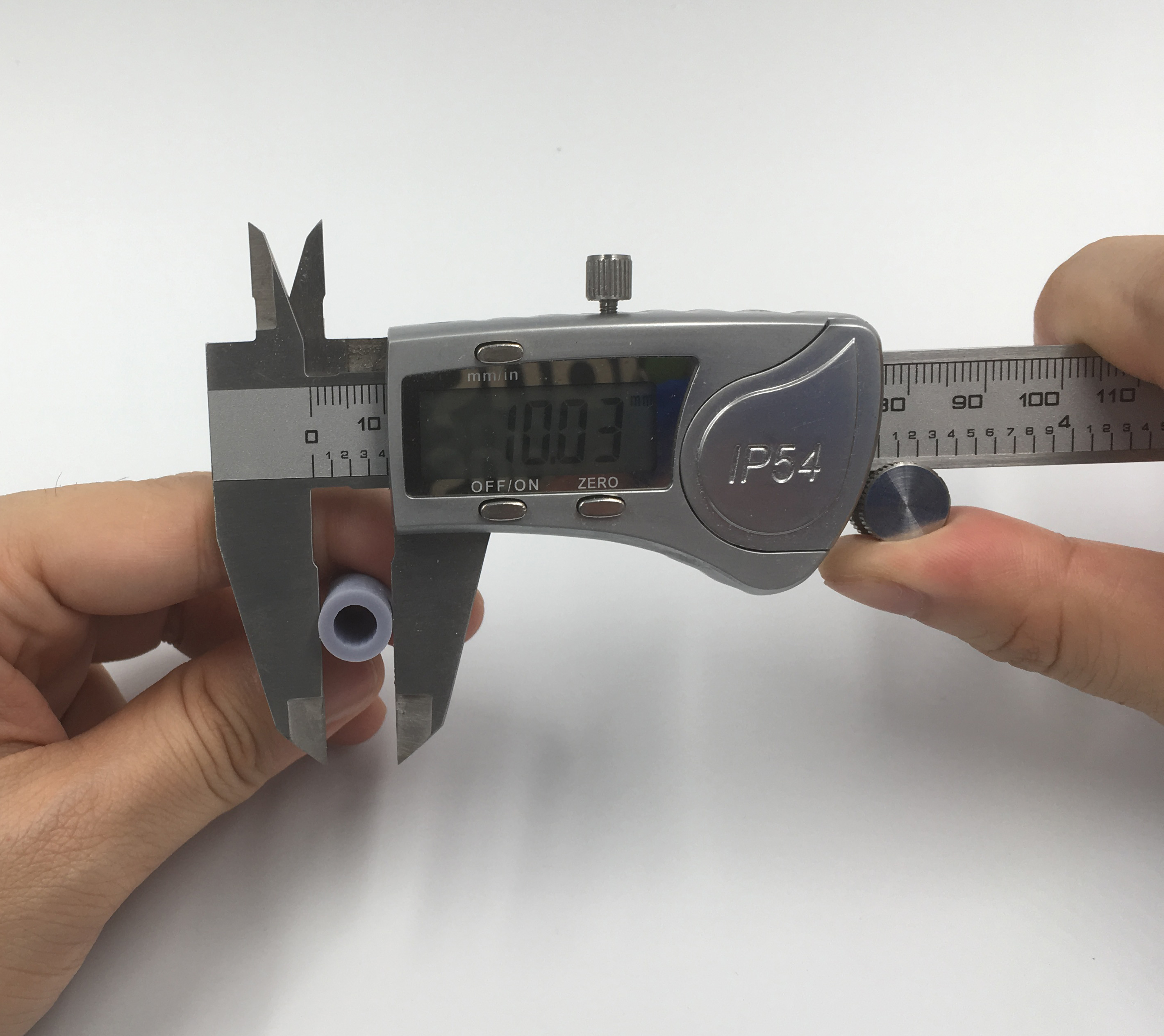
如果同樣的模型平放在成型平臺上,那麼它的成型方式就是一層層的長方體組成。此外,圓柱與成型平臺接觸的表面將變得扁平,精度就因此失真。
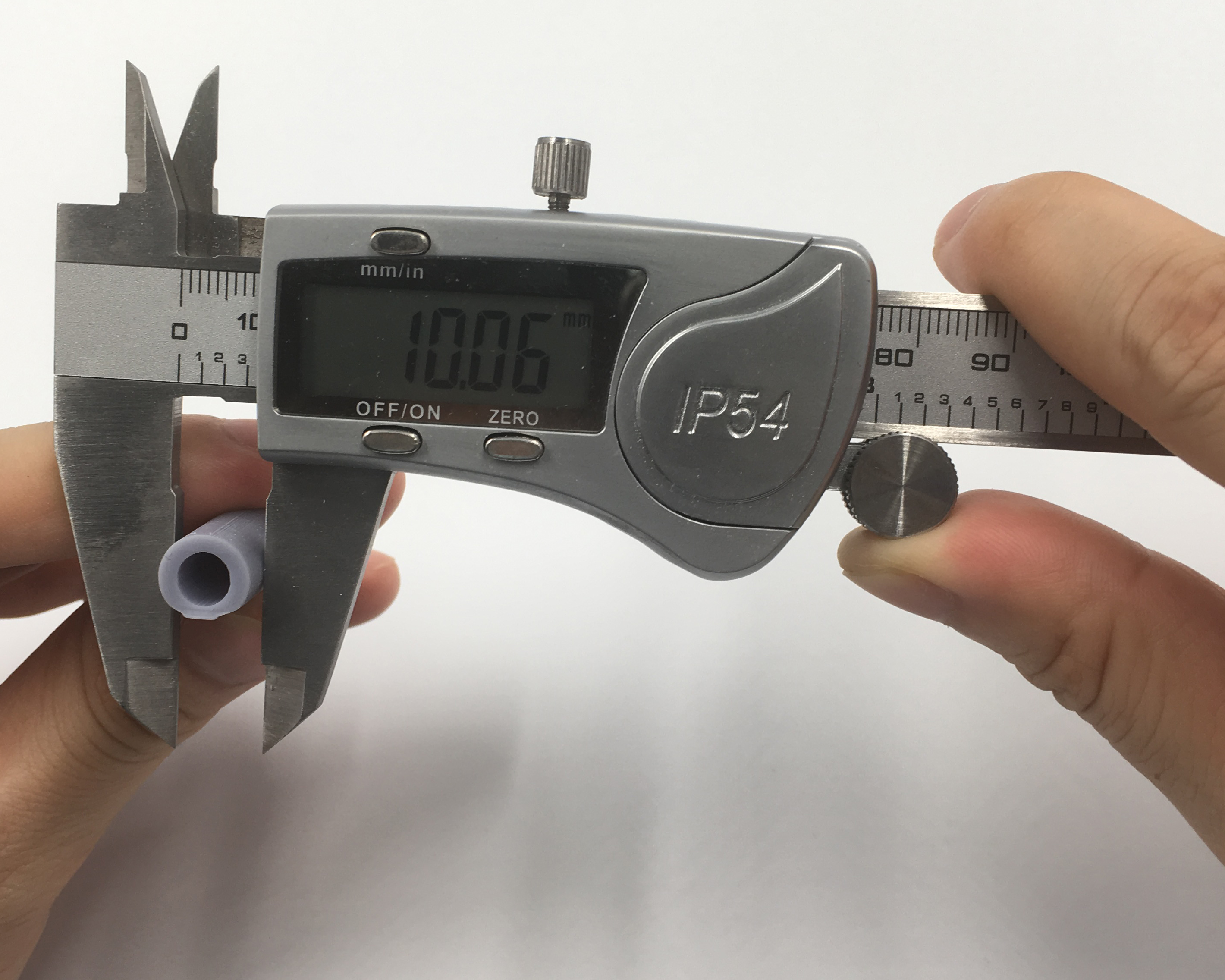
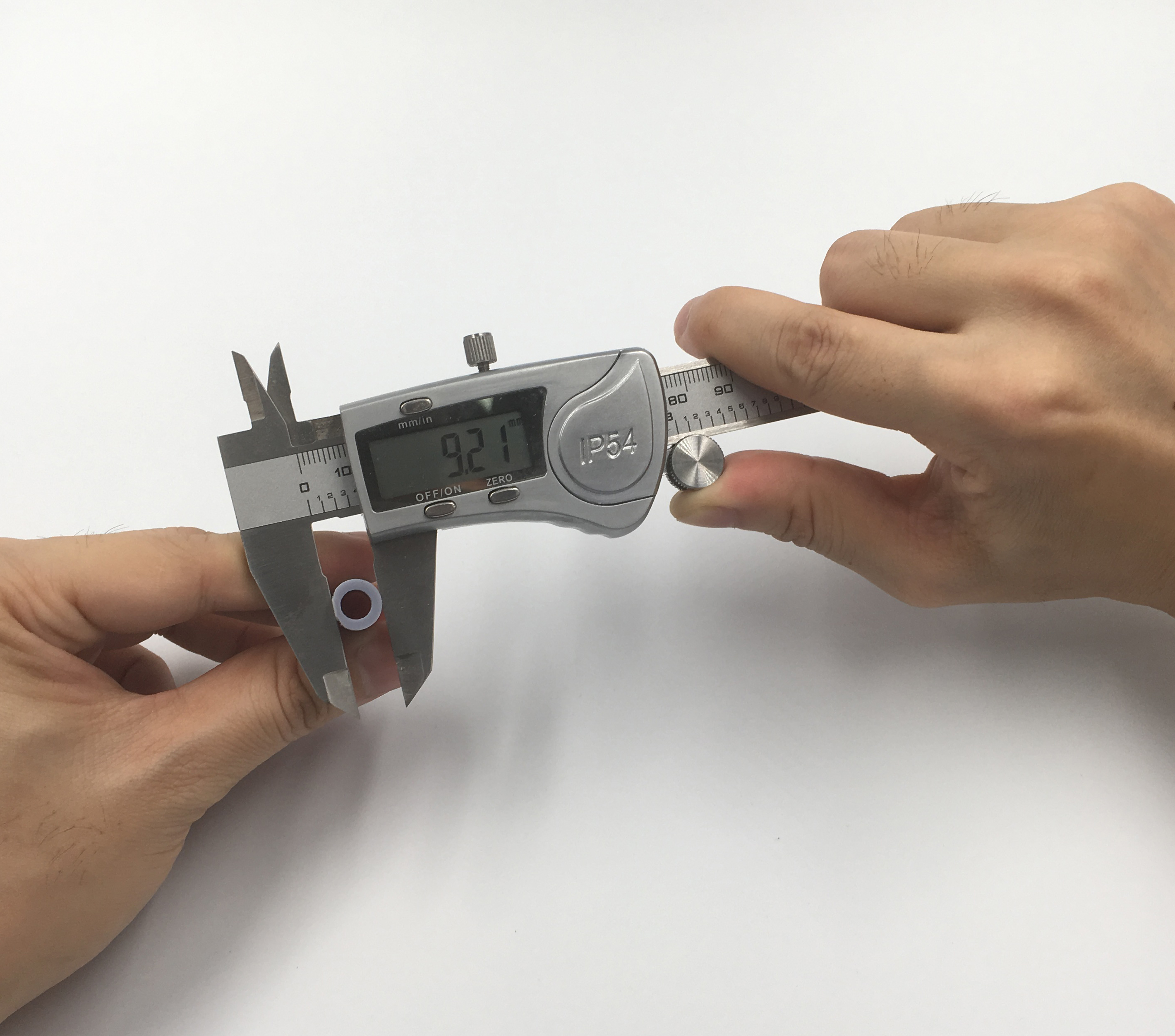
平放圓柱扁平處精度失真
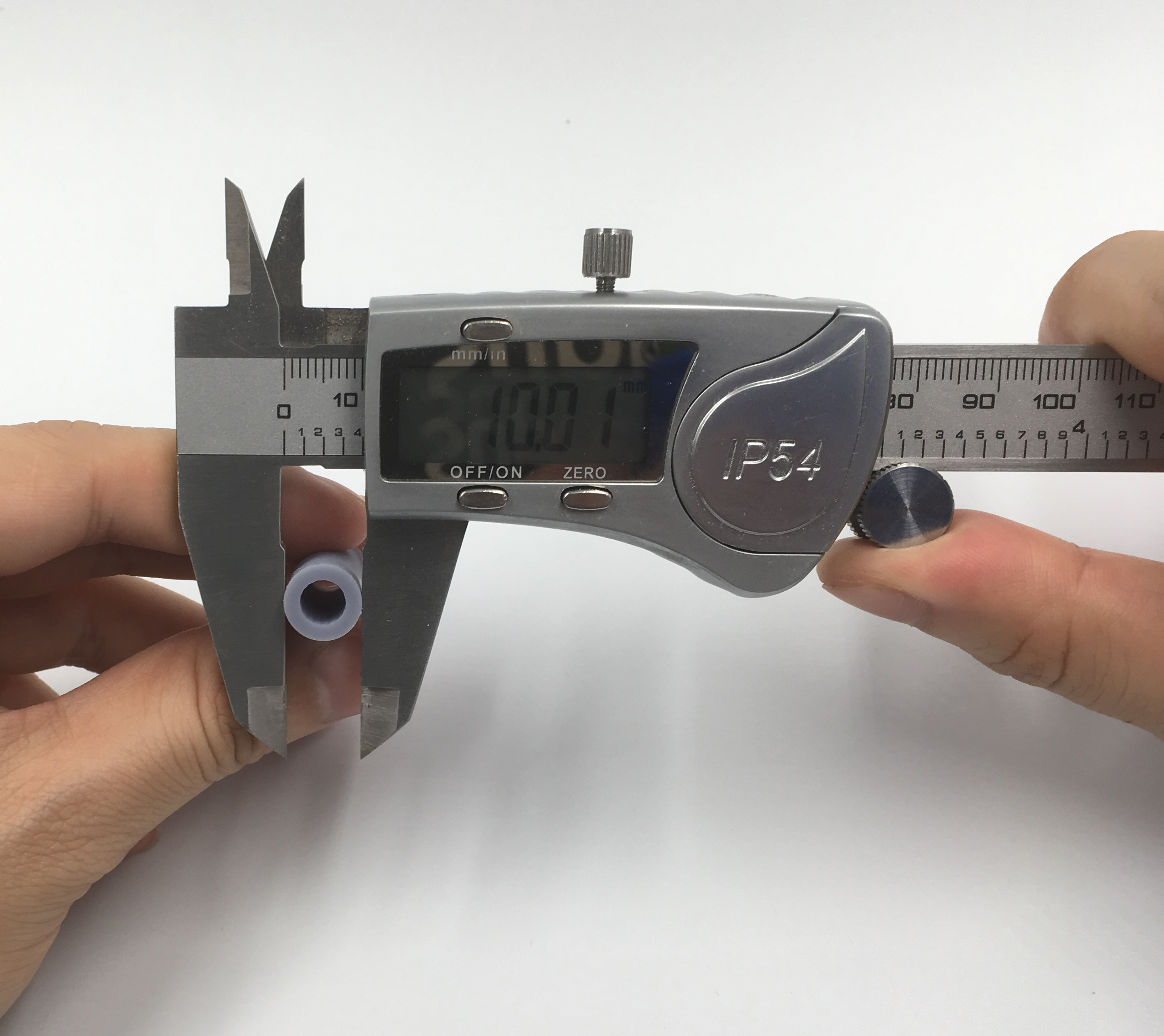
豎放圓柱精度較准
除了以上的幾個方面,模型擺放位置會對模型強度、列印成功率等方面同樣造成影響。