 分享
分享 掌握光敏樹脂參數 | 測試樹脂曝光值
光敏樹脂作為 SLA/DLP/LCD 等光固化技術的主要耗材,目前在多個領域裡得到廣泛應用。光敏樹脂材料有許多不同的類別,細分的光敏樹脂材料根據配方或者製作方式的不同呈現出不同的性能,同時適合應用於不同的領域。因此,對於不同的光敏樹脂來說,並沒有一個固定的參數可以通用。當使用一款新的光敏樹脂時,在列印之前,掌握適合它的 3D 列印參數是首要工。
掌握一款新的光敏樹脂參數,並不意味著眉毛鬍子一把抓。向廠家或購買管道詢問相關參數,可以省掉大部分的測試工作。這些參數當然越詳細越好,包括了曝光時間,抬升/下降速度,甚至還可以是粘度、收縮率、抗拉強度、密度等。今天,我們就來說明下如何測試一款新的光敏樹脂的曝光值。
很少有廠家或購買管道直接告訴你一個特定的曝光值,比如 8 秒,當然這樣你就可以以這個數值著手進行測試。大部分廠家或購買管道會告訴你,曝光時間為 3-15 秒,底層曝光時間為 20-80 秒,最佳曝光時間以實際列印效果為准。
這個時候就需要進行幾次實際列印來測試樹脂曝光值,當然在測試之前,還有一件事情需要搞清楚,就是印表機的光源瓦數/流明。不同印表機的光源強度不同,對於曝光的影響很大,同時還要瞭解印表機的實際光源輸出,以此來調整曝光時間的長短。
3秒和 15 秒都是比較臨界的曝光值,很大可能會導致曝光不足或者過曝,兩者間寧願選擇過曝來開始測試。如何驗證廠家或購買管道提供的曝光值?這裡就需要選擇正確的模型,模型應滿足以下幾個測試點。
1. 配合公差
配合公差( fit tolerance )是指組成配合的孔、軸公差之和 。 它是允許間隙或過盈的變動量。孔和軸的公差帶大小和公差帶位置組成了配合公差。孔和軸配合公差的大小表示孔和軸的配合精度。孔和軸配合公差帶的大小和位置表示孔和軸的配合精度和配合性質。配合公差的大小=公差帶的大小;配合公差帶大小和位置=配合性質。
2. XYZ 正確尺寸
X+Y+Z 為三維空間,可以表示出物體的體積,也就是我們通常說的長寬高。
3. 物體的垂直度和真圓度
垂直度 (Perpendicularity)是位置公差,用符號 ⊥ 表示。垂直度評價直線之間、平面之間或直線與平面之間的垂直狀態。其中一個直線或平面是評價基準,而直線可以是被測樣品的直線部分或直線運動軌跡,平面可以是被測樣品的平面部分或運動軌跡形成的平面。
真圓度(簡稱圓度)是指圓柱或者圓錐任意正截面的圓周必須位於半徑差為給定形狀公差裡的兩同心圓之間。
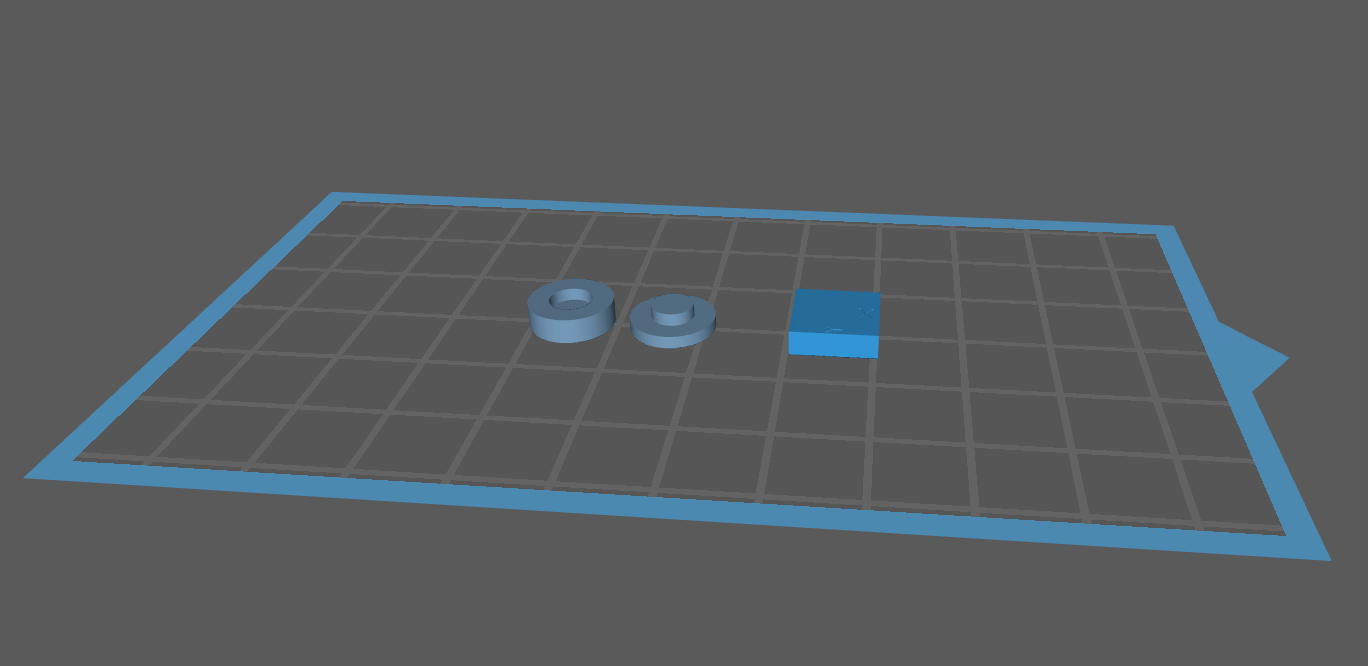
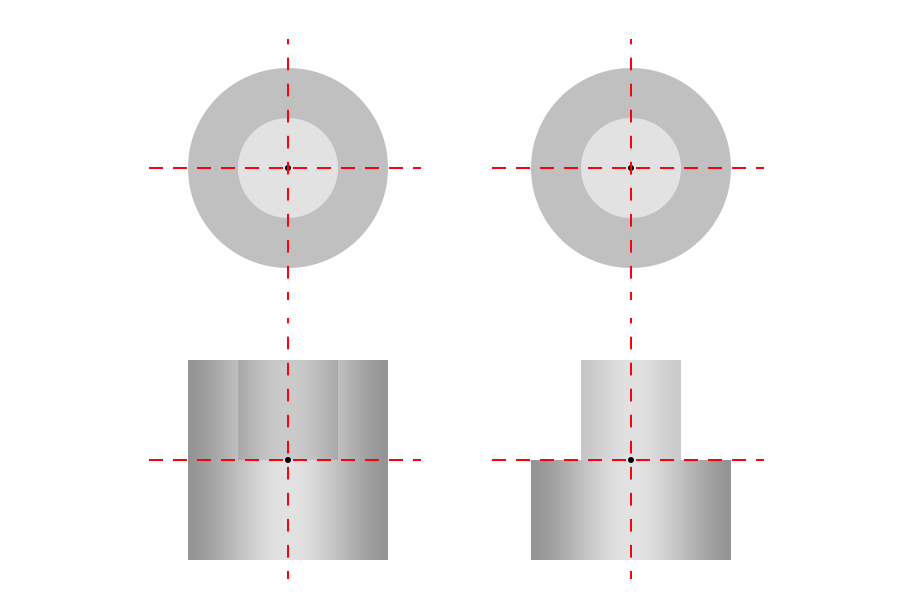
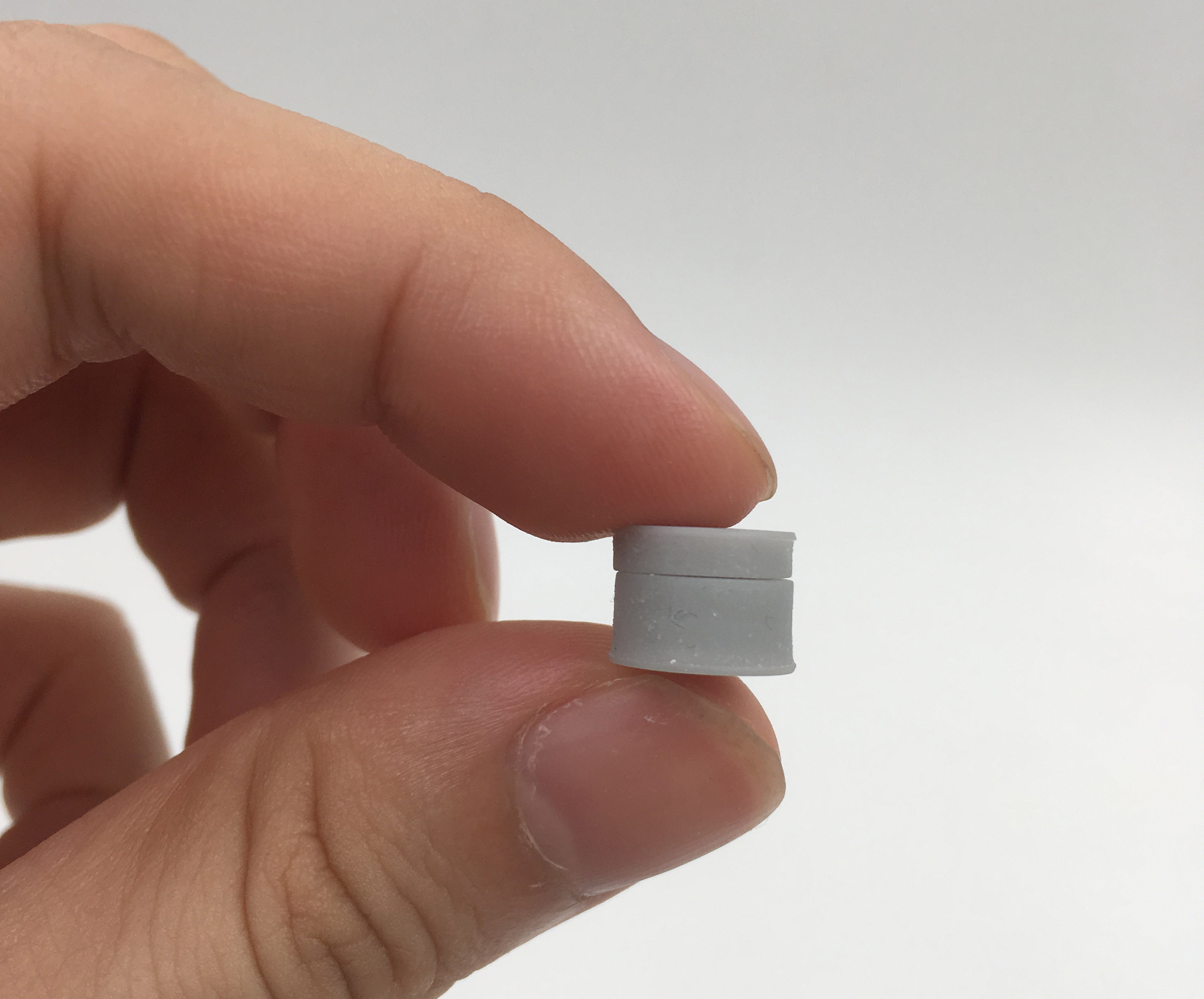
簡單來說,我們需要的模型就是帶有孔和軸配合結構,可以看到直角⊥是否呈垂直狀態,驗證真圓度是否無變形共用一個中心點。於是我們選取了以下 3 個模型來驗證樹脂曝光值。
模型資料:
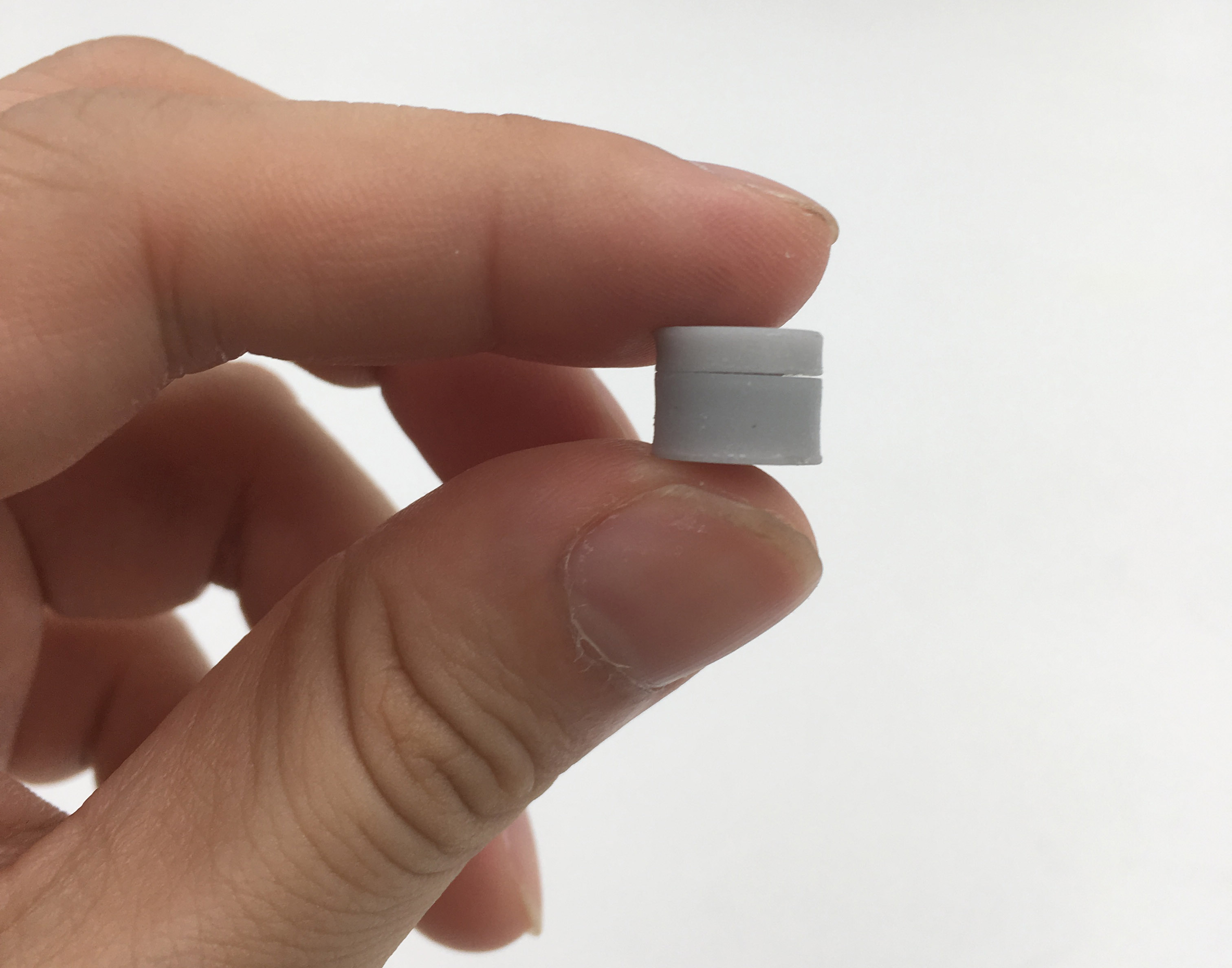
凸形圓柱
外直徑: 10mm
內直徑: 5mm
厚度: 5mm
凹形圓柱
外直徑:10mm
内直徑:5mm
厚度:5mm
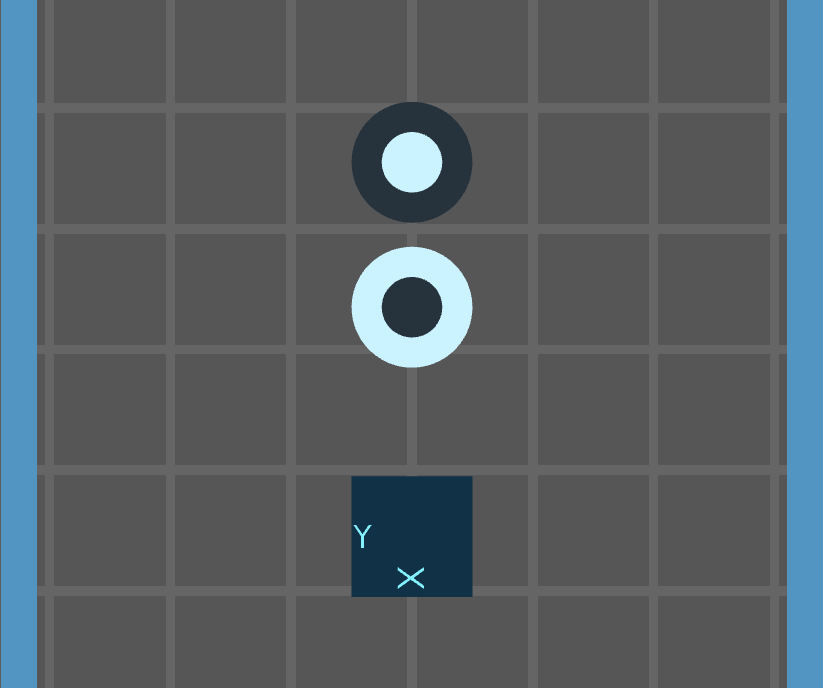
方塊(標有 XY)
X:10mm
Y:10mm
Z:5mm
測試過程說明:
注:模型已經過二次固化,手動測量存在一定誤差,資料僅供參考,意在說明驗證樹脂曝光值的方法。
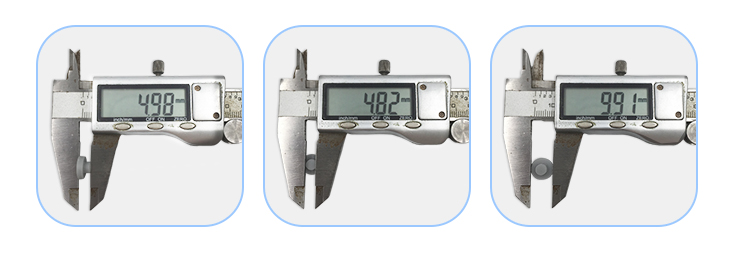
測試一:曝光時間 15s
實際資料:
凸形圓柱
外直徑:9.91mm
内直徑:4.82mm
Z高度:4.98mm
凹形圓柱
外直徑:9.93mm
内直徑:4.80mm
Z高度:4.98mm

方塊
X:10.02mm
Y:10.02mm
Z:5.01mm
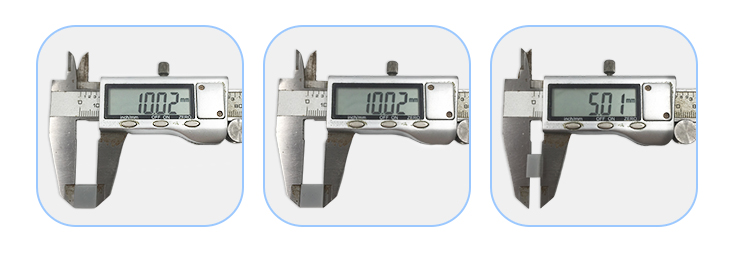
第一次測試,資料誤差可以接受,特別是方塊資料誤差,圓柱孔、軸呈緊配合狀態(相差 -0.02mm)。
測試二:曝光時間 10s
實際資料:
凸形圓柱
外直徑:9.77mm
内直徑:4.66mm
Z高度:4.92mm

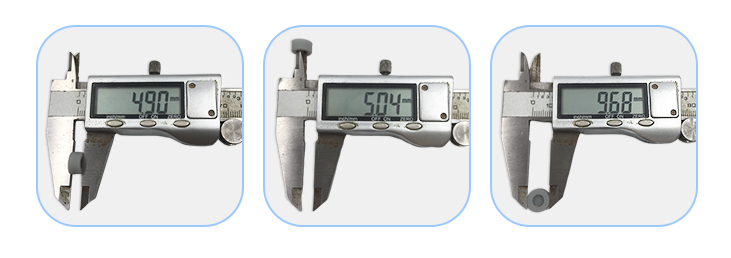
凹形圓柱
外直徑:9.68mm
内直徑:5.04mm
Z高度:4.90mm
方塊
X:9.77mm
Y:9.75mm
Z:4.97mm

很明顯第二次測試曝光時間不足,凸起圓柱內直徑降低,凹陷圓柱內直徑因固化不足向外擴張, 圓柱孔、軸呈松配合(相差 0.38mm)。
為了驗證曝光超過 15s,會不會出現過曝現象,我們進行了第三次測試,這次曝光時間為 17s。
測試三:曝光時間 17s
實際資料:
凸形圓柱
外直徑:9.88mm
内直徑:4.85mm
Z高度:4.90mm

凹形圓柱
外直徑:9.91mm
内直徑:4.66mm
Z高度:4.91mm

方塊
X:9.89mm
Y:9.88mm
Z:4.95mm

很明顯,曝光時間上升到 17s 後,開始過曝,圓柱孔、軸從松配合緊配合更嚴重(相差 -0.19mm),導致凸形圓柱不用力已經按不進去凹形圓柱 。
結論:
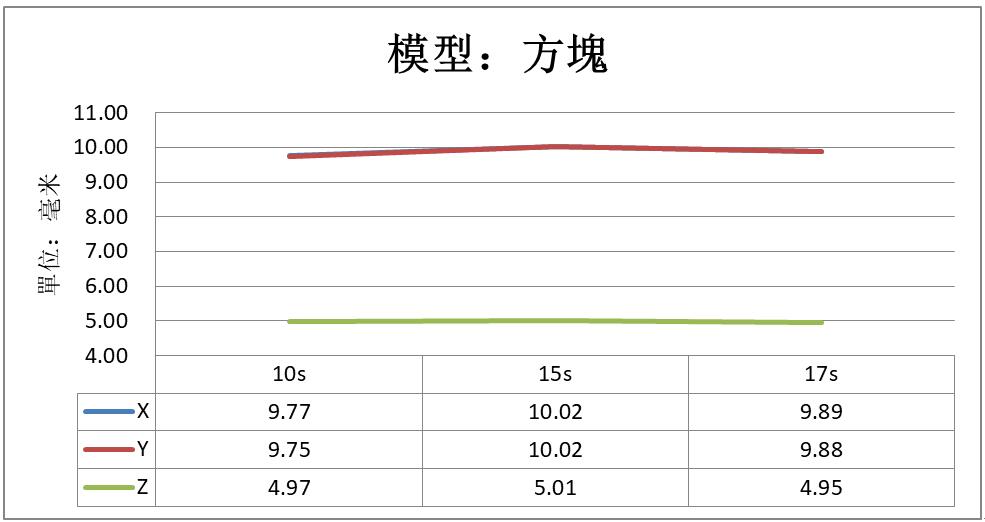
從方塊的 XY 資料來看,三個曝光時間的藍色 X 折線和紅色值基本保持一致。綠色 Z 折線基本呈水準,說明三次曝光的 Y 折線基本重疊,數 Z 尺寸偏差也不大。
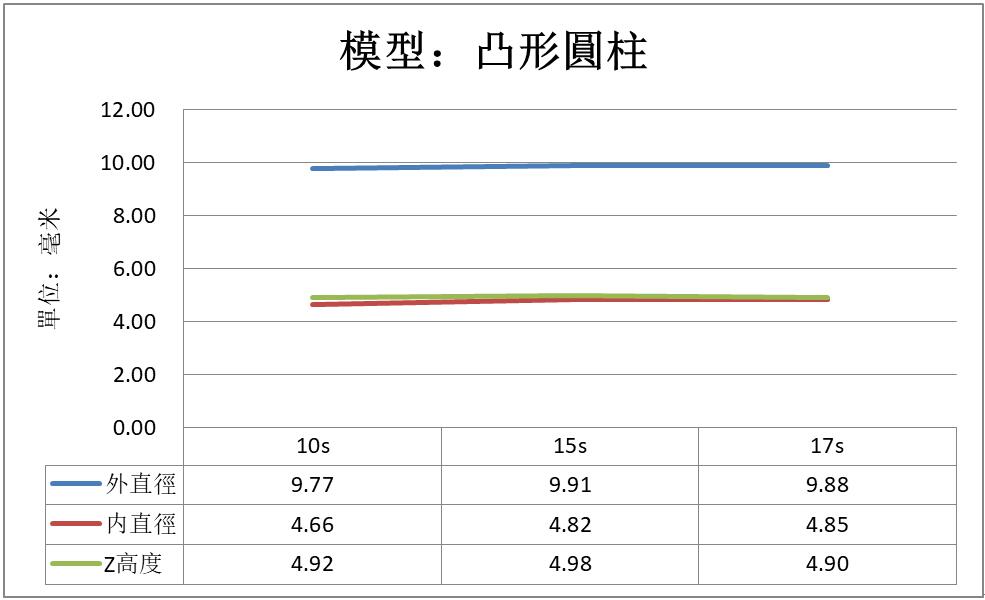
從凸形圓柱資料來看,曝光時間對厚度影響不大,但很明顯,10s 曝光時間不足,導致內外直徑較之其他兩個曝光時間明顯降低。
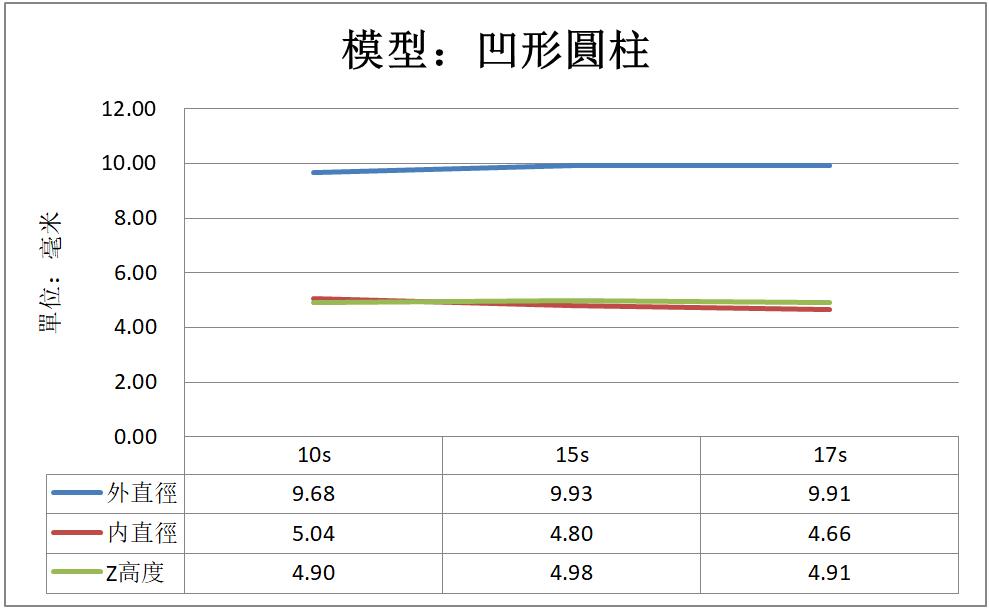
從凹形圓柱資料來看,曝光時間對厚度同樣影響不大,但曝光時間不足,凹陷部位固化不夠,導致內直徑向外擴張,相反曝光過量,凹陷部位持續固化,導致內直徑收縮。
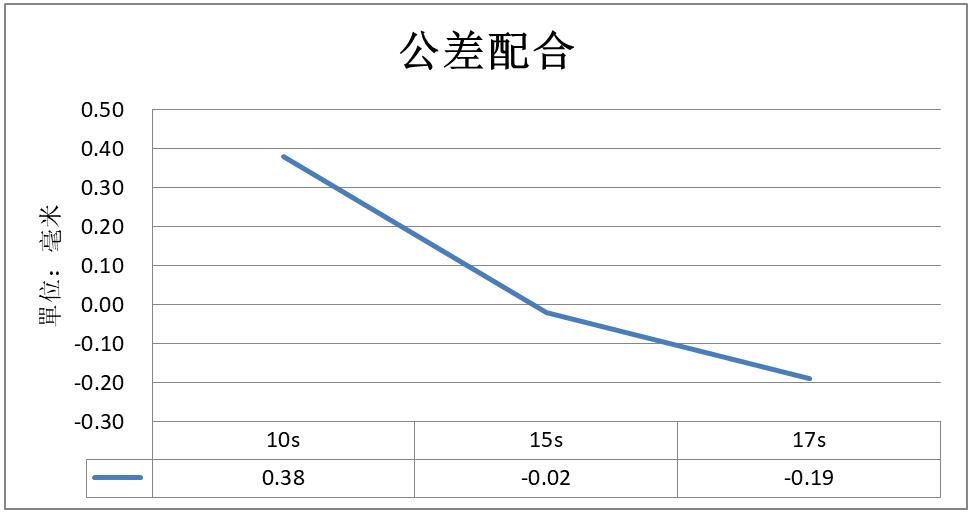
就配合公差來看,無論是曝光時間 15s 的緊配合狀態(相差 -0.02mm),或是 17s 的緊配合狀態(相差 -0.19mm),偏差都是可以接受的,具體還要看零件的實際 鬆緊需求。
因此從理論上來說,這款灰色樹脂的曝光時間 15s 和 17s 都可以接受。10s 就不行了,配合公差相差較大( 0.38mm)。當然 14s 應該更佳,這裡我們只說明方法,就不再測試。
總的來說,測試一款新的光敏樹脂的曝光值,首先是向廠家或購買管道詢問相關參數,然後可以從一個相對過曝的秒速開始驗證,利用配合公差的圓柱模型,以及方塊來驗證配合程度和 XYZ 軸的正確尺寸,最終驗證最佳曝光時間。