 分享
分享 支撐與模型分離

對於上拉式光固化3D印表機來說,支撐與模型分離是很常見的列印問題。這個問題並不僅僅只有新手會遇到,很多經驗豐富的老玩家同樣可能遇到這個問題。只要是列印完成時模型沒有與支撐完整的列印出來,無論是成型平臺上只有支撐,沒有模型,還是成型平臺上有一部分不完整的支撐和模型,那麼就是支撐與模型分離了。
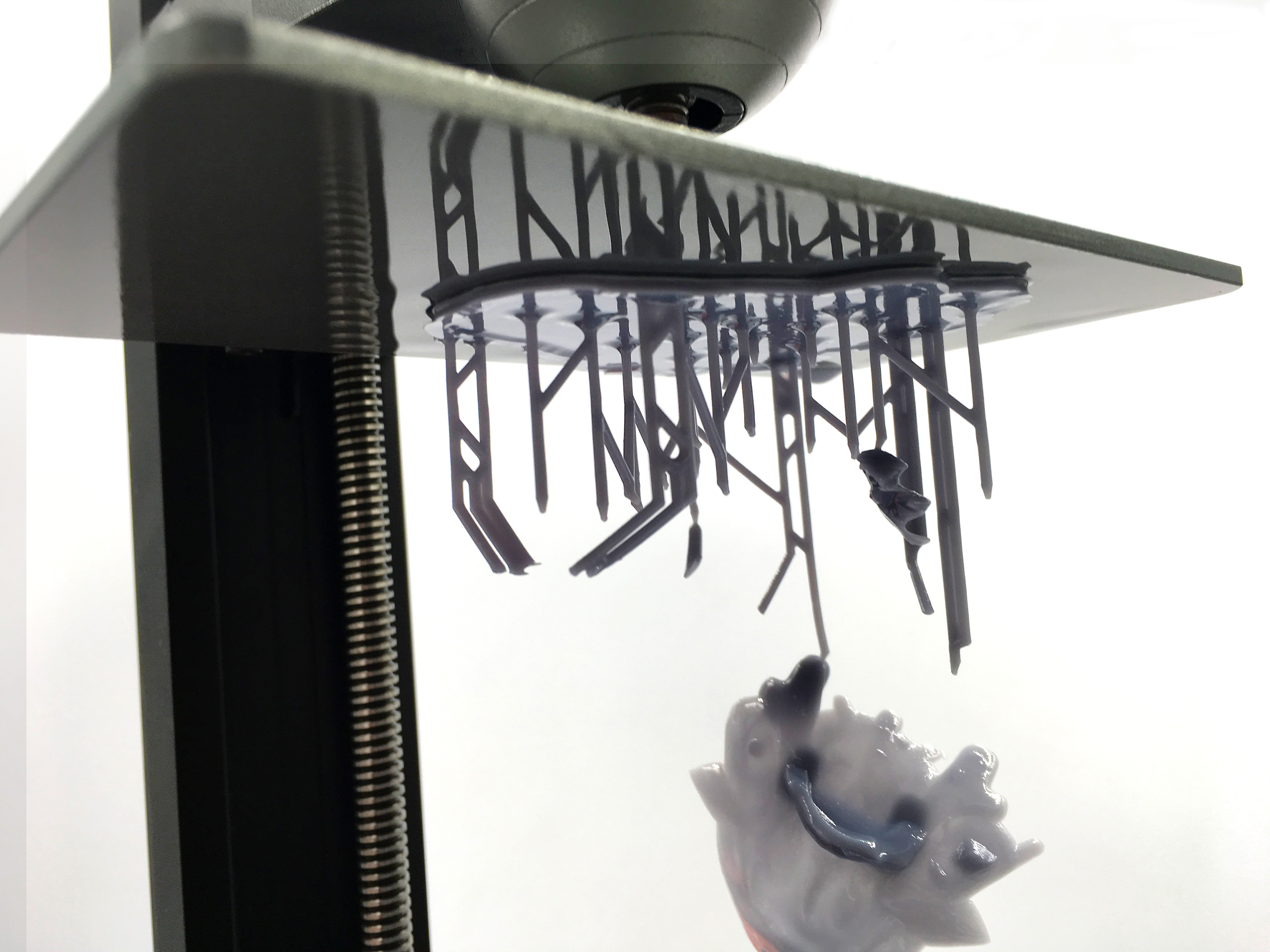
支撐與模型分離主要是由於脫膜所致,在某一階段拉拔力/離型力過大,把某一層從支撐上“扯”下來,造成貼底。支撐與模型分離,主要可以從以下幾個方面著手。
曝光
曝光時間不足,會使得模型固化不足,導致支撐或某些層面過“軟”,在脫膜的過程中,在較大的拉拔力/離型力下,使得支撐與模型分離。
支撐參數
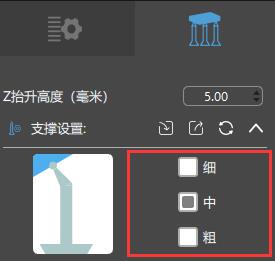
CHITUBOX中的“細中粗”三種自動支撐,若模型較大,選擇的自動支撐過細,就可能導致支撐與模型分離。
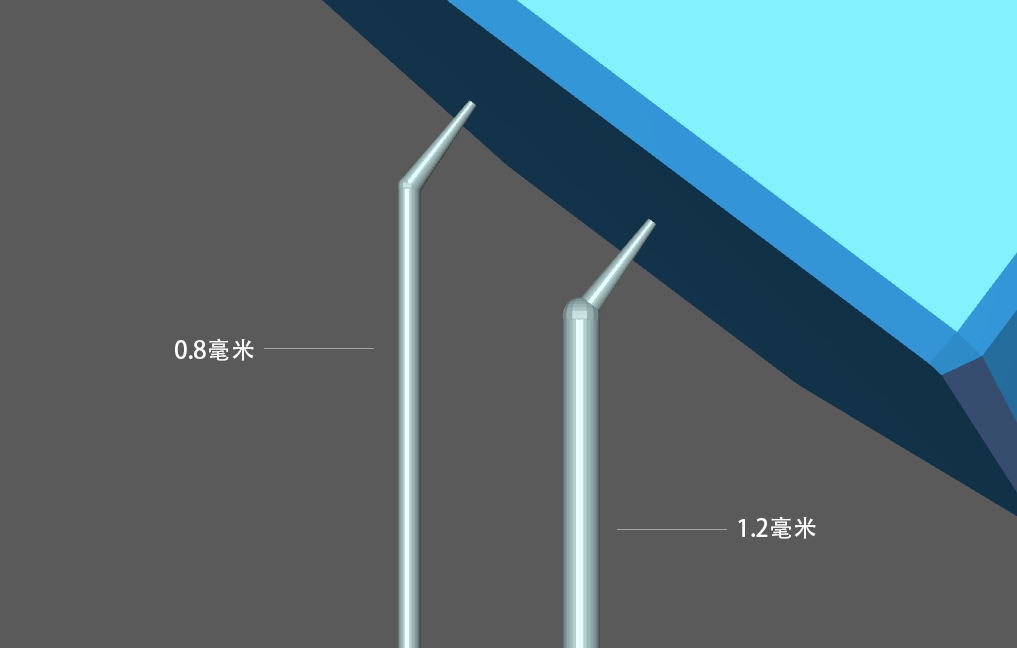
頂部接觸深度越深,支撐頭插入模型的深度就越深,支撐頭與模型的接觸面積就越大。我們需要確保接觸深度足以在成型平臺和離型膜之間的拉力賽中佔據上風。否則,接觸深度不夠,支撐就容易被拉斷。同時還要注意的是,深度加深會導致拆除支撐時留下比較明顯的痕跡。
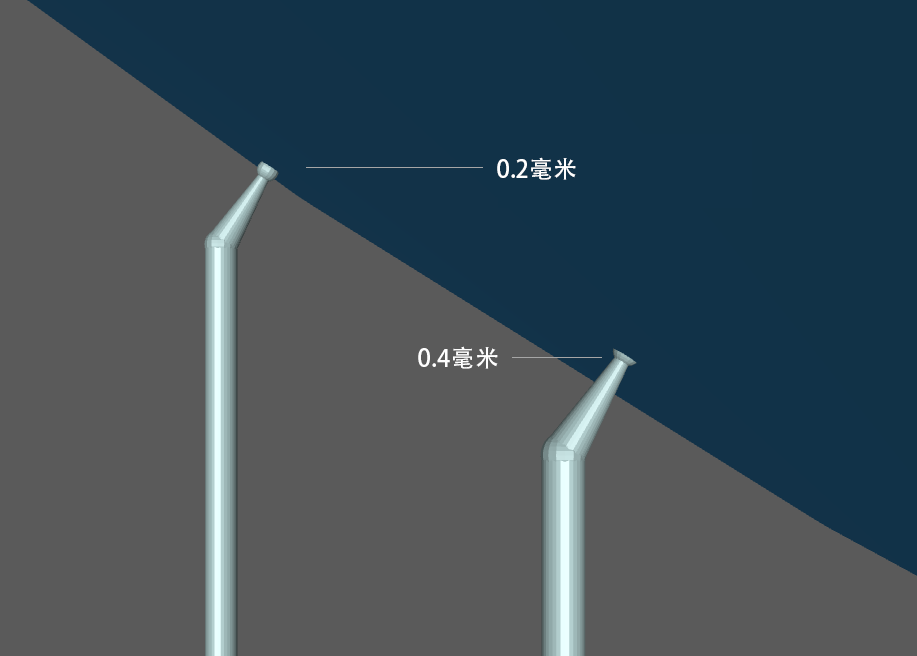
上/下端直徑就像是支撐的“關節”,如果關節銜接不好,就容易“骨折”。通常,上/下端直徑越粗,支撐的強度就越高。適當地調節上/下端直徑有助於穩固支撐,但也要避免與支撐中部比例失調。
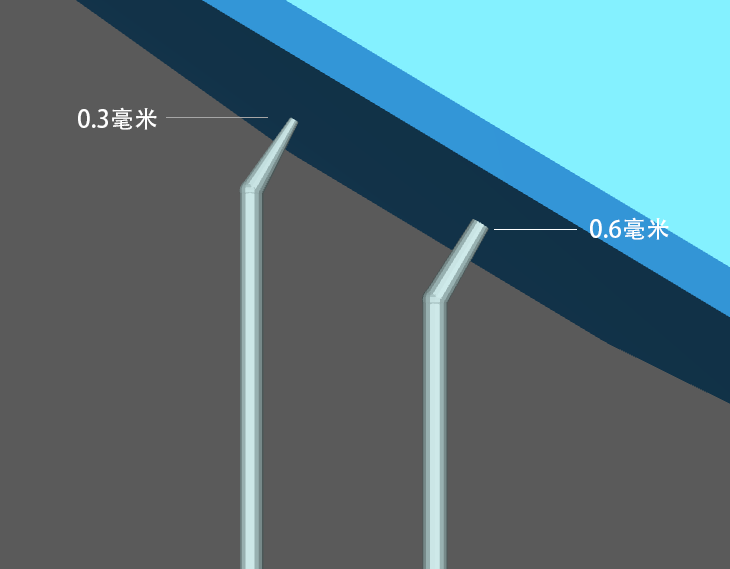
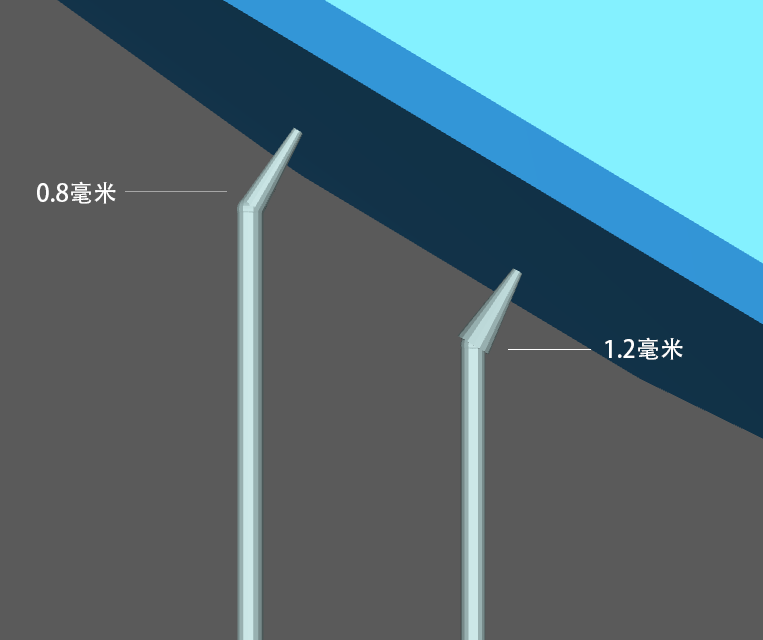
作為支撐的“脊椎”,中部直徑越粗,支撐強度就越高。顯而易見,過細的“脊椎”就很容易被折斷或缺失。還需要注意的是,中部需要和頂部保持一定的和諧比例,不要過粗或過細。
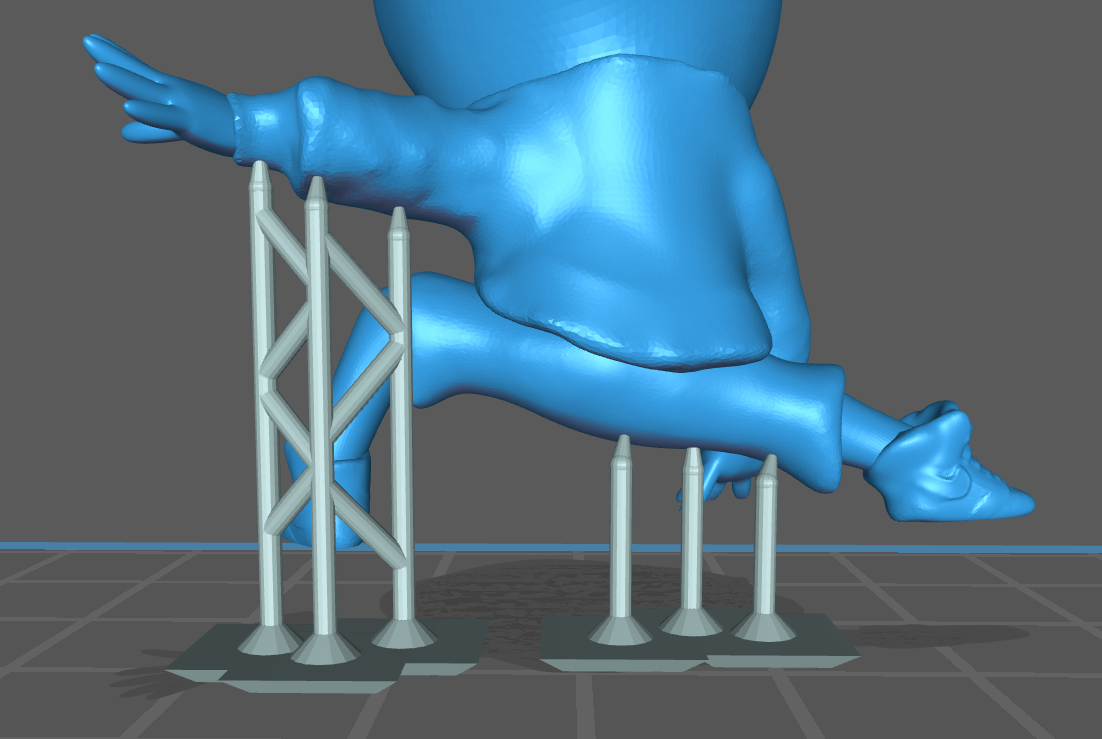
在CHITUBOX裡,交聯支撐可以大大降低支撐變形的幾率。這種設計讓支撐更堅實地連成一片,使得支撐不易破裂失敗。即使部分缺失或斷裂,其他交聯部分,可能起到支撐作用,大大提升列印的成功率。
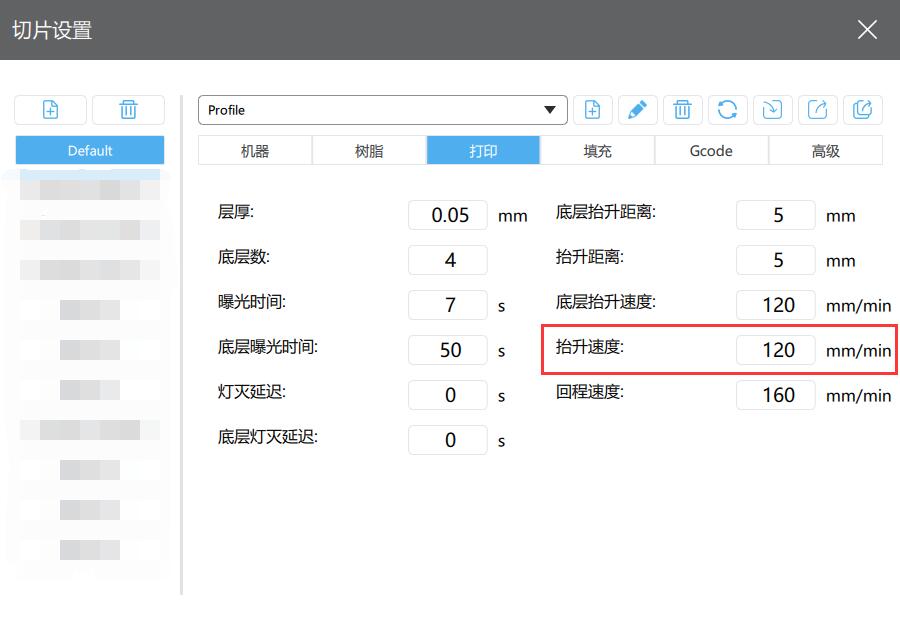
抬升速度
抬升速度,這裡可以理解為離型速度。想像一下,吸盤吸在玻璃上,拔的越猛,吸附的越強。抬升速度過快,就會很可能面對較大的拉拔力/離型力,使得支撐與模型分離。
離型膜
離型膜與特定的材料在有限的條件下接觸後不具有粘性,或輕微的粘性,這樣模型就會貼附在成型平臺上,與離型膜分離。但如果離型膜磨損,過松或過緊,都會影響離型力,導致模型貼底與支撐分離。
樹脂
樹脂材料特性同樣會有影響,樹脂黏度過高,就會導致拉拔力/離型力增大,使得支撐與模型分離。試想一下,把物體從水裡和沼澤里拉出來,因為沼澤黏度更高,需要拉出來的力度自然越大。

此外,因為非剛硬樹脂的材料特性,如果回程/下壓速度過快,很可能導致支撐錯位斷裂,與模型分離。
模型
模型本身的處理,如擺放角度、鏤空、打孔等不當造成拉拔力/離型力過大,同樣可能導致支撐與模型分離。
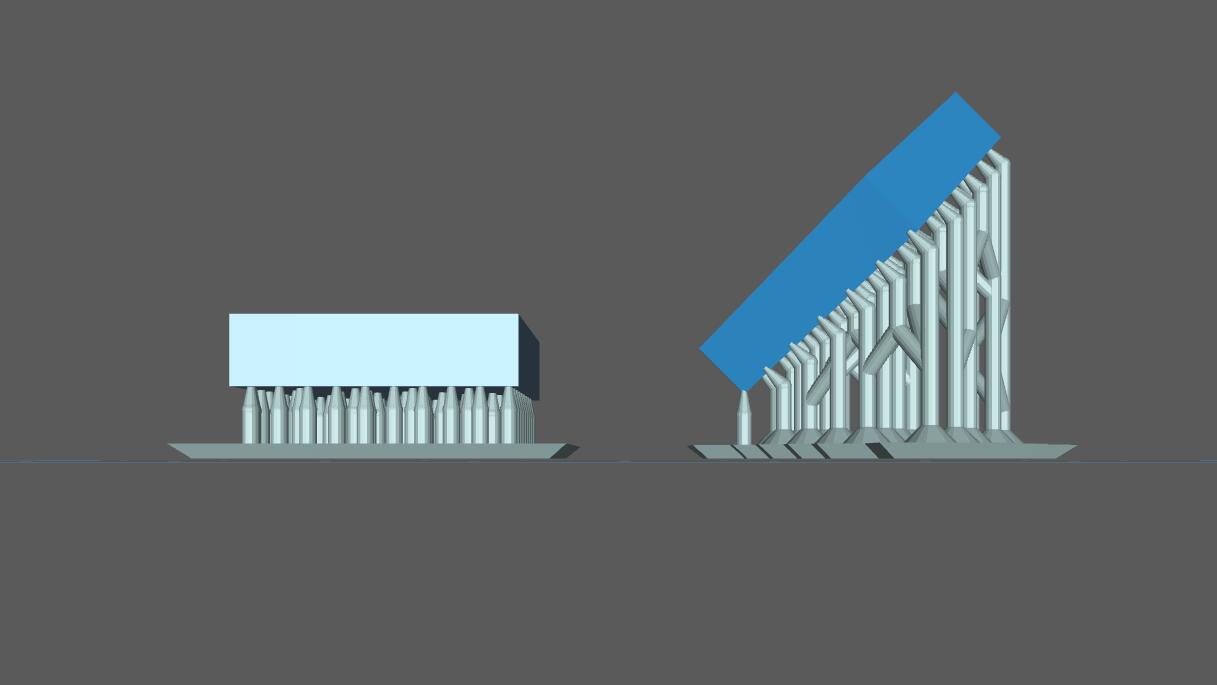
如上圖所示,因擺放位置不同,方塊與離型膜的接觸面積也不同,接觸面積越大,拉拔力/離型力越大,因此左側的方塊更可能使支撐與模型分離。
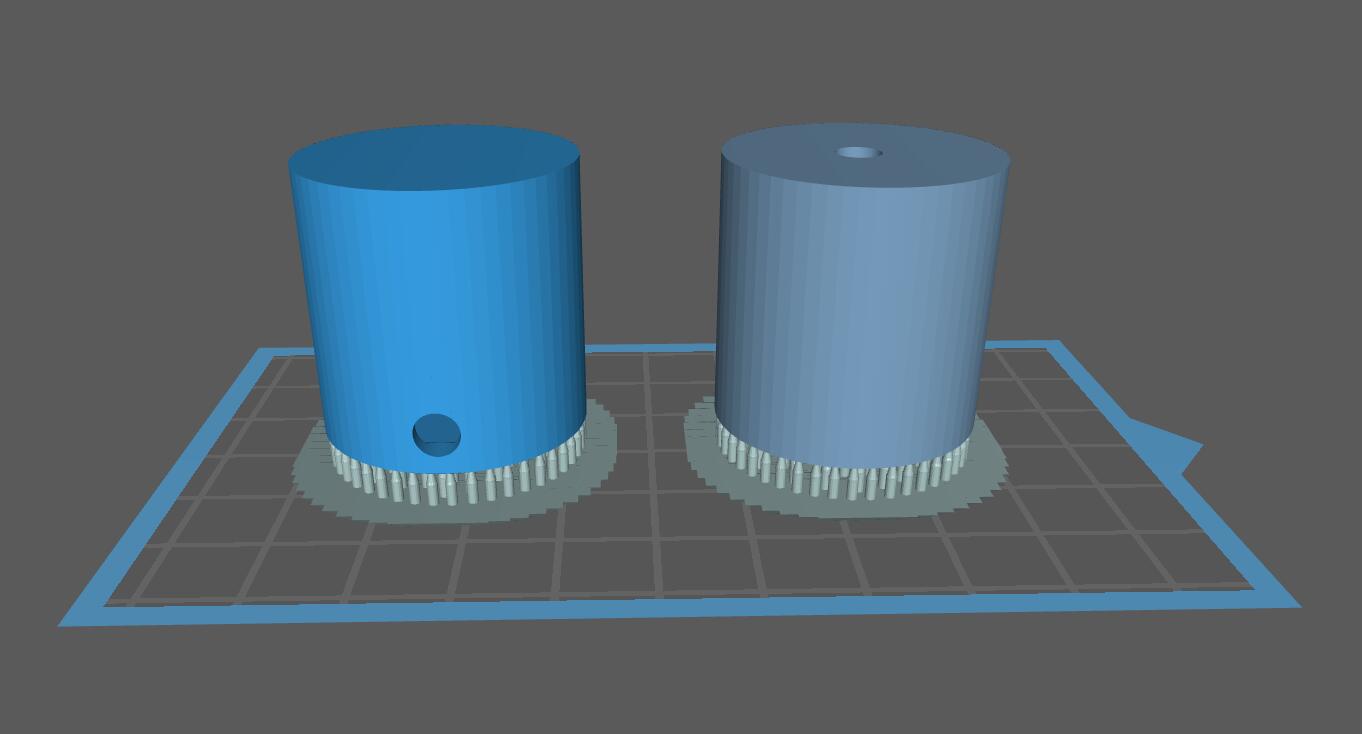
此外,鏤空模型的打孔位置不同,會造成模型的密封拉拔問題。如下圖所示,左側鏤空圓柱打孔位置在下端,可以很好的解決密封問題。右側鏤空圓柱打孔位置在上端,雖然列印完成後排液很方便,但整個列印過程都處於密封環境。在密封拉拔時的拉拔力/離型力是非常大的,很容易造成支撐與模型分離。
除上述幾個方面外,3D印表機硬體如光源、LCD螢幕等問題,同樣有可能會導致支撐與模型分離。