 分享
分享 上拉式光固化列印模型貼底
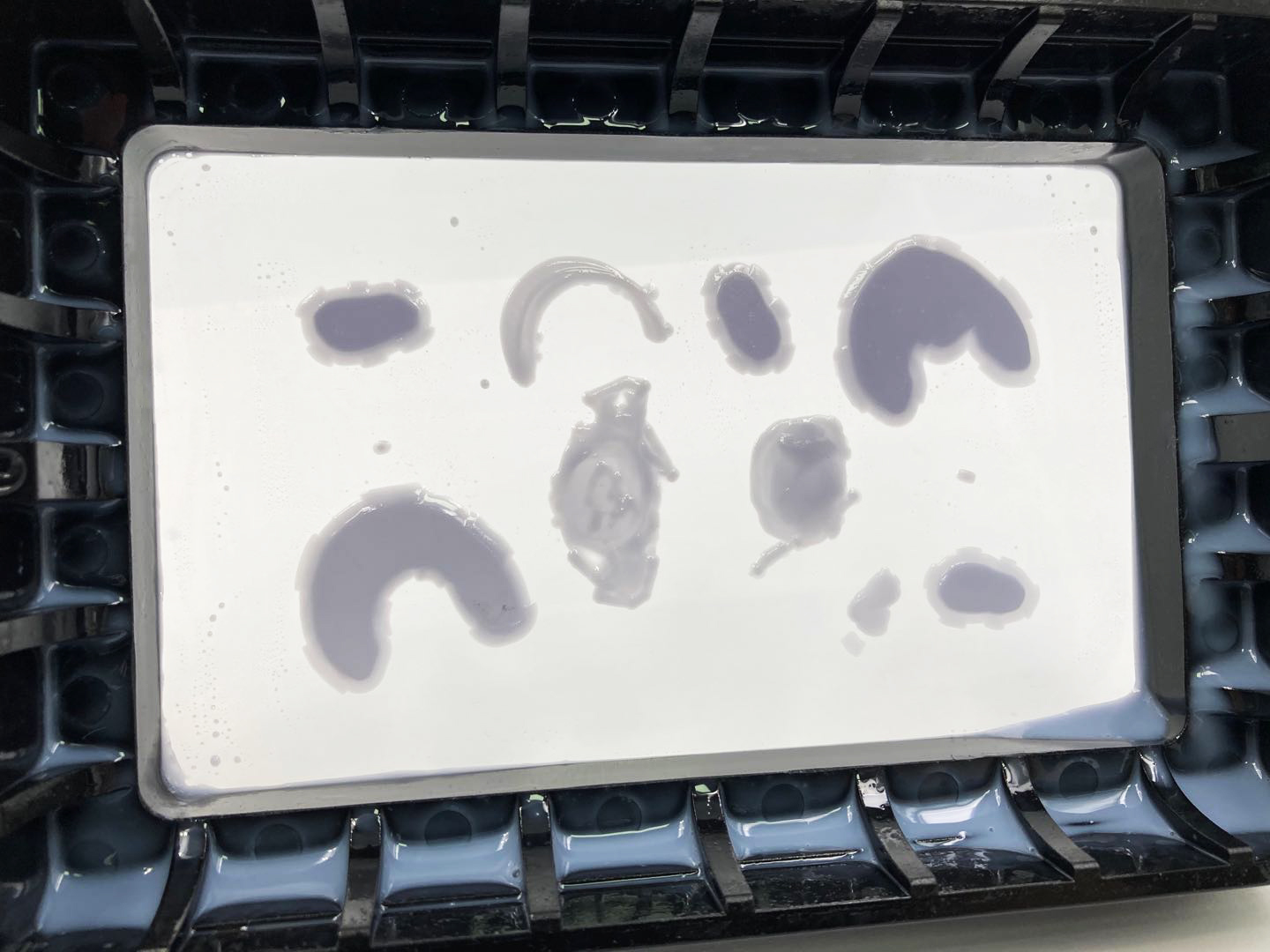
有時候,當我們興致衝衝地放下模型去印,幾個小時過去了,滿心歡喜的去驗收成品時,成型平臺上卻空無一物,得到的只有料槽裡離型膜上薄薄的幾層。上拉式光固化列印中模型貼底(模型貼在離型膜上),是很常見的列印問題之一。要解決上拉式光固化列印中模型貼底問題,首先我們要瞭解哪些因素會導致模型貼底。
成型平臺
首先需要確認的一點是,在切片軟體中,模型必須是貼在成型平臺上,而非懸空。特別是有些模型,在某些位置做成了懸浮,如果不注意,就很容易造成貼底問題。
在CHITUBOX中,貼底時接觸面會顯示為綠色,而懸空沒有顏色顯示。
此外,成型平臺需要精准地調平,與離型膜接觸太松或太緊,都可能導致貼底或其他列印問題。關於如何調平成型平臺,請點擊:
其次,成型平臺未清洗乾淨,上面油脂過多或有雜質,以及成型平臺磨損,也會導致成型平臺附著力降低,造成貼底。
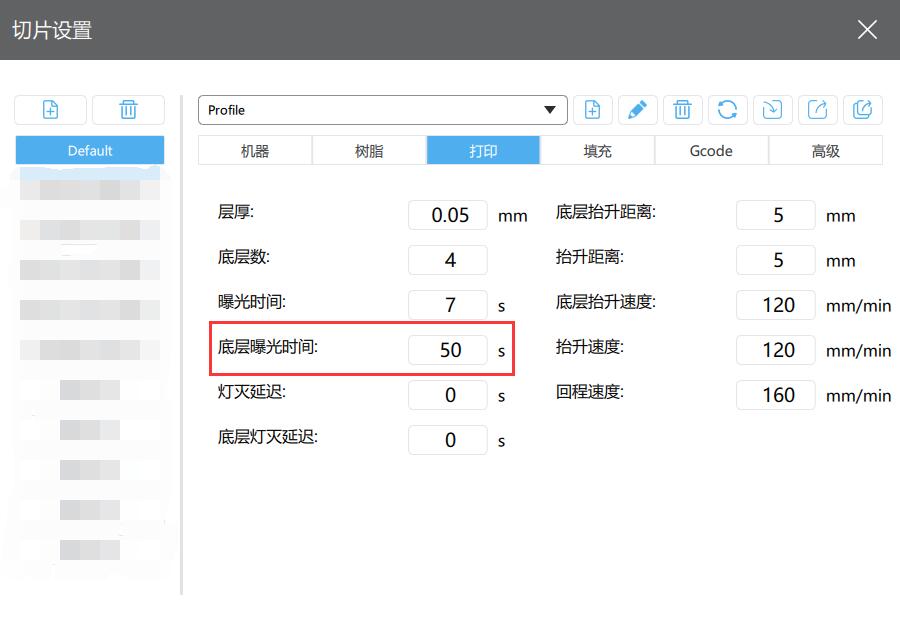
底層曝光時間
底層曝光時間建議至少是常規曝光時間的8-12倍。這樣才能使成型平臺和離型膜之間任何可能出現的縫隙都被充分固化,使得第一層牢牢地附著在成型平臺上。如果底層無法粘在成型平臺上,就需要增加底層曝光時間。一般來說,底層曝光時間越長,底層粘在成型平臺上就越牢固。
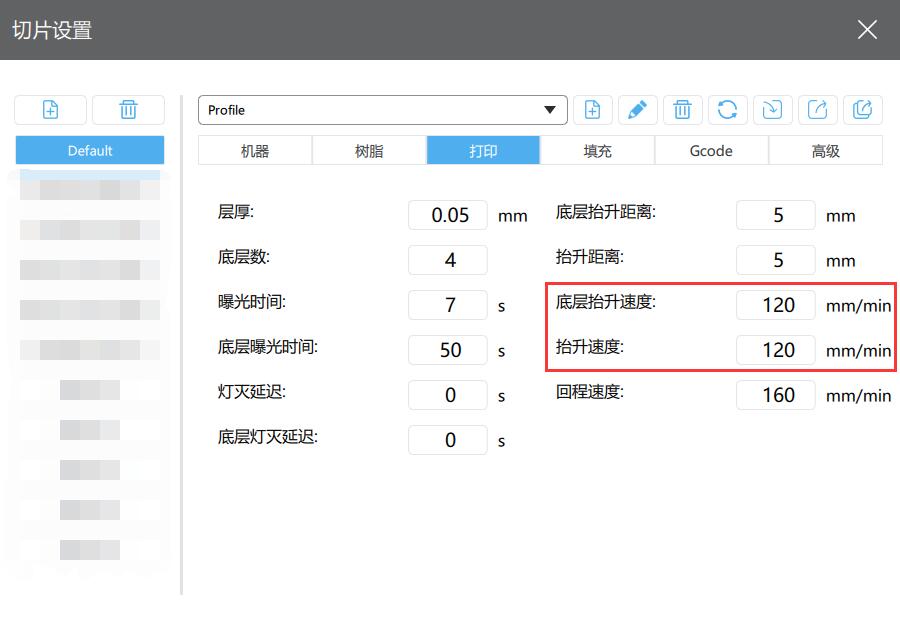
抬升速度
抬升速度是指列印層面時,成型平臺從料槽抬升的速度,也可以理解為脫膜速度。如果抬升速度太快,由於成型平臺和離型膜之間的拉拔力/離型力,模型就可能被扯下來導致貼底。
瞭解拉拔力/離型力,請點擊:
離型膜
離型膜與特定的材料在有限的條件下接觸後不具有粘性,或輕微的粘性,這樣模型就會貼附在成型平臺上,與離型膜分離。但如果離型膜磨損,過松或過緊,都會影響離型力,導致貼底。
模型
模型本身的處理,如擺放角度、鏤空、打孔等不當造成拉拔力/離型力過大,同樣可能導致貼底。
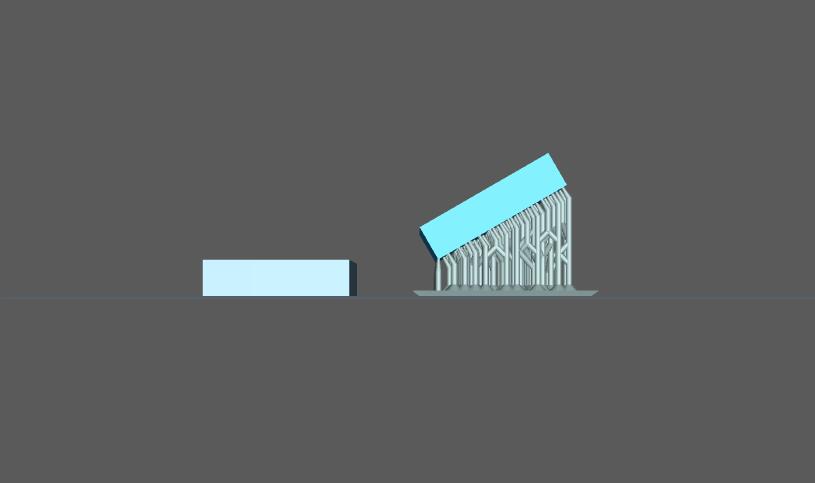
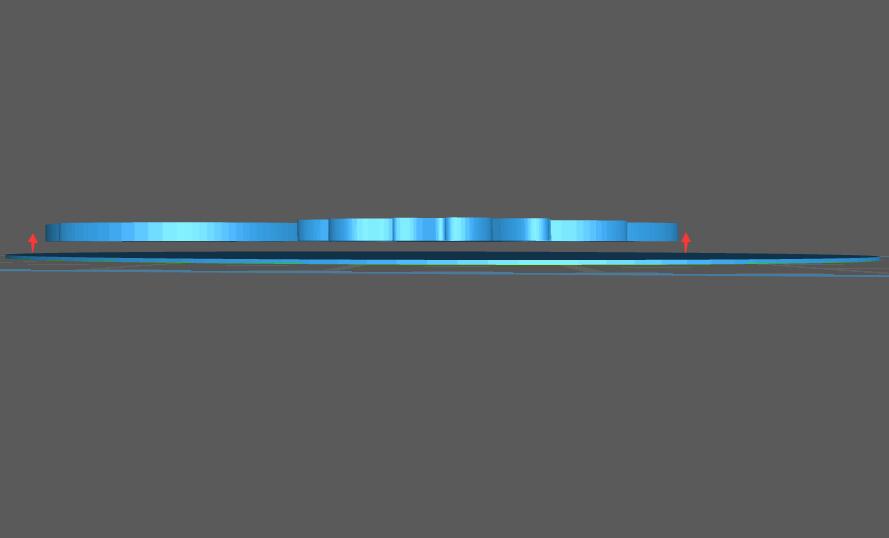
如上圖所示,因擺放位置不同,方塊與離型膜的接觸面積也不同,接觸面積越大,拉拔力/離型力越大,因此左側的方塊更可能貼底。
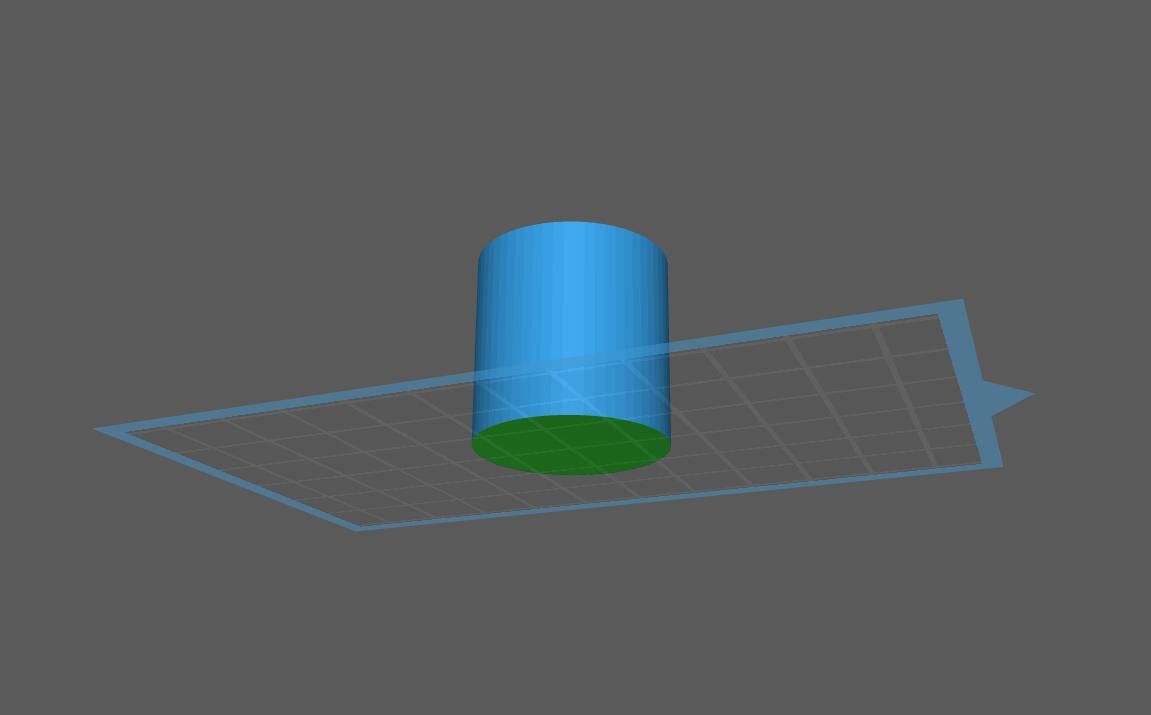
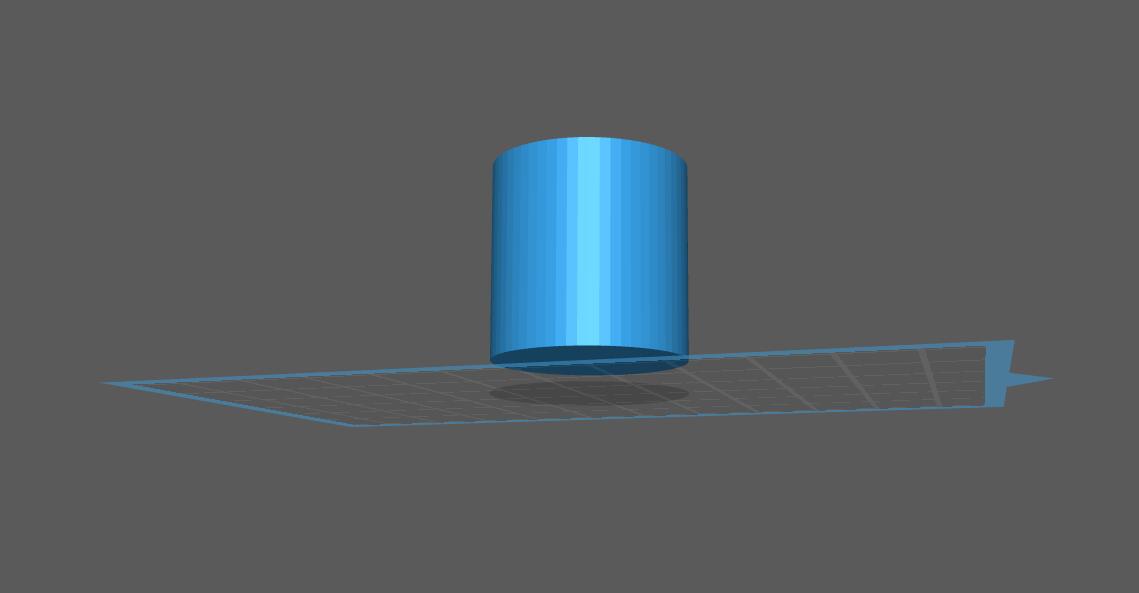
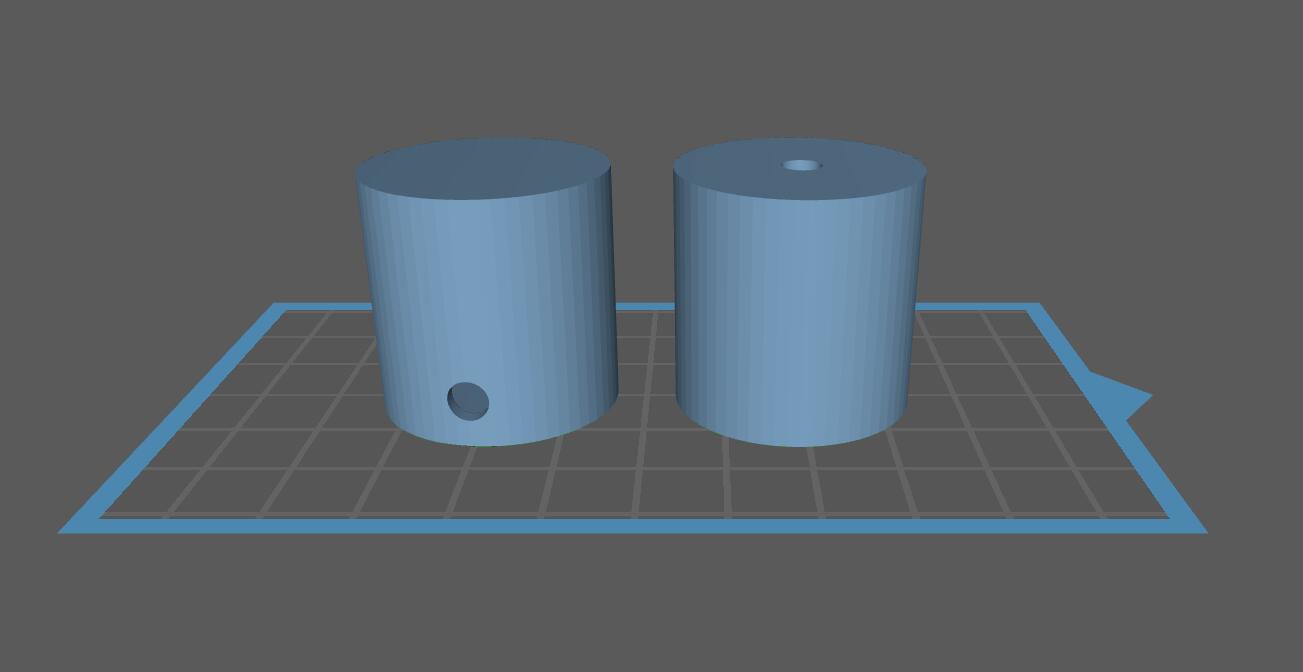
此外,鏤空模型的打孔位置不同,會造成模型的密封拉拔問題。如下圖所示,左側鏤空圓柱打孔位置在下端,可以很好的解決密封問題。右側鏤空圓柱打孔位置在上端,雖然列印完成後排液很方便,但整個列印過程都處於密封環境。在密封拉拔時的拉拔力/離型力是非常大的,很容易造成模型被扯下來導致貼底。
瞭解密封拉拔,請點擊: