 分享
分享 CHITUBOX实验室(1) | 真空密封拉拔对3D打印的影响
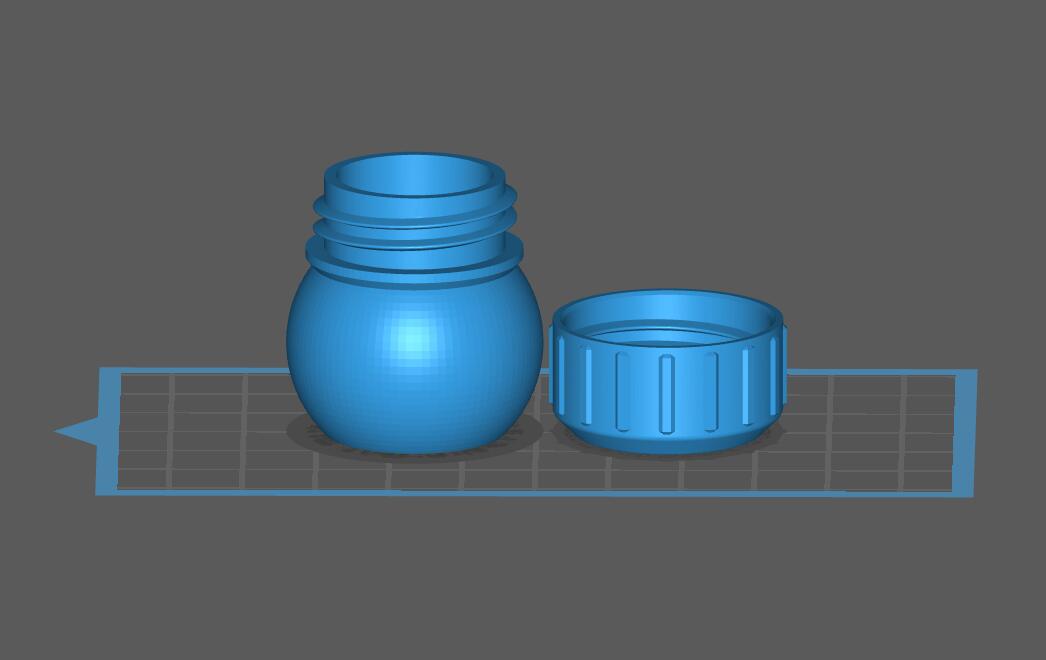
上一期,我们分享了掌握光敏树脂参数 | 测试树脂曝光值,使用上期分享的方法,我们在常用的机器上,测试出一款类ABS树脂的最佳曝光值是3s。在接下来的实测中,我们打印了一个公差配合的瓶子和瓶盖,然而验证效果却与期待值大相径庭。
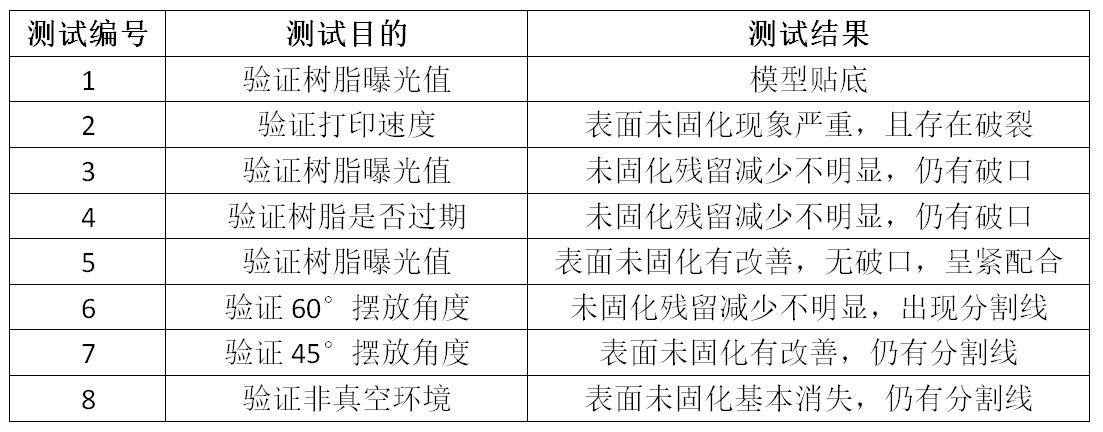
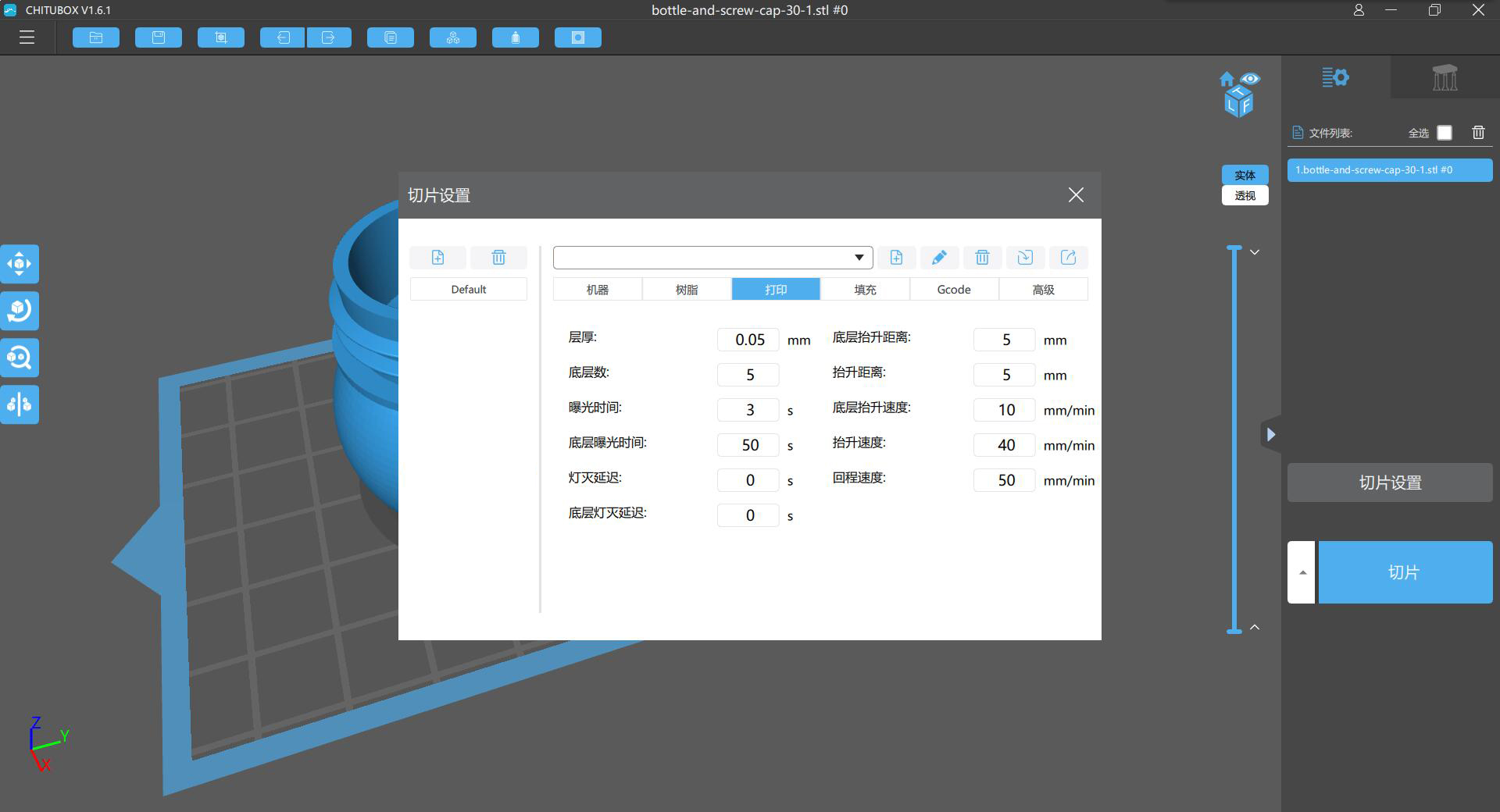
在逐步排查中,我们发现对此次实测影响最大的因素是真空密封拉拔。下面就跟着小编,一起来实测下 3D打印中真空密封拉拔对打印的影响。首先我们使用机器推荐的默认抬升速度和回程速度分别是40毫米/分以及50毫米/分,来进行第一次实测。
实测 1
曝光时间:3s
抬升速度:40毫米/分
回程速度:50毫米/分
打印时间:3h25min
在第一次实测中,瓶底和盖底均贴底,考虑到是抬升速度过快,导致拉拔力过大,直接将模型从成型平台上拽下,故在第二次实测中,特意将抬升速度过度降低到10毫米/分,以此判断是否为速度因素。

实测 2
曝光时间:3s
抬升速度:10毫米/分
回程速度:50毫米/分
打印时间:5h17min
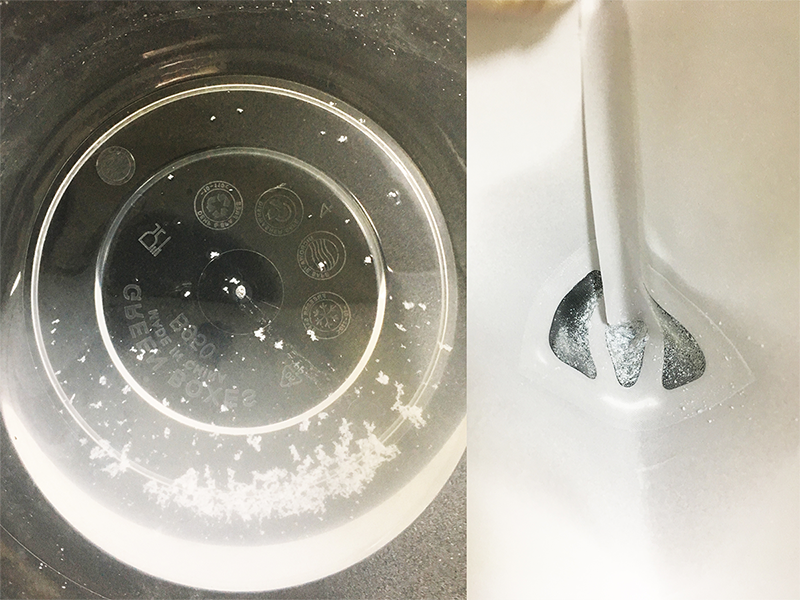
可以明显看到,抬升速度降低后,打印时间延长较多,降低速度后打印成功,但表面有过多未固化残留,清洗后可以看到残留使模型表面质量很差,对比底部可以明显感受到表面质量的差距,且部分位置破裂破裂明显。
在清洗过程中,用软毛刷刷洗模型表面,可以洗掉很多未固化的悬浮物,用纸漏斗过滤清洗后的酒精,滤网留下了较多杂质。
综上问题,考虑到是否为曝光不足,在第三次测试中,将曝光值提升到4s。
实测 3
曝光时间:4s
抬升速度:10毫米/分
回程速度:50毫米/分
打印时间:5h29min
曝光值提升到4s后,表面未固化残留减少不明显,清洗后表面质量较之第二次实测,略有提高,但仍有破口。考虑到树脂并非全新树脂,而是重复添加使用过一周以上,为判断是否因树脂变质影响了表面的成型,故在第四次实测时,更换了全新的树脂。
实测 4
曝光时间:4s
抬升速度:10毫米/分
回程速度:50毫米/分
打印时间:5h31min
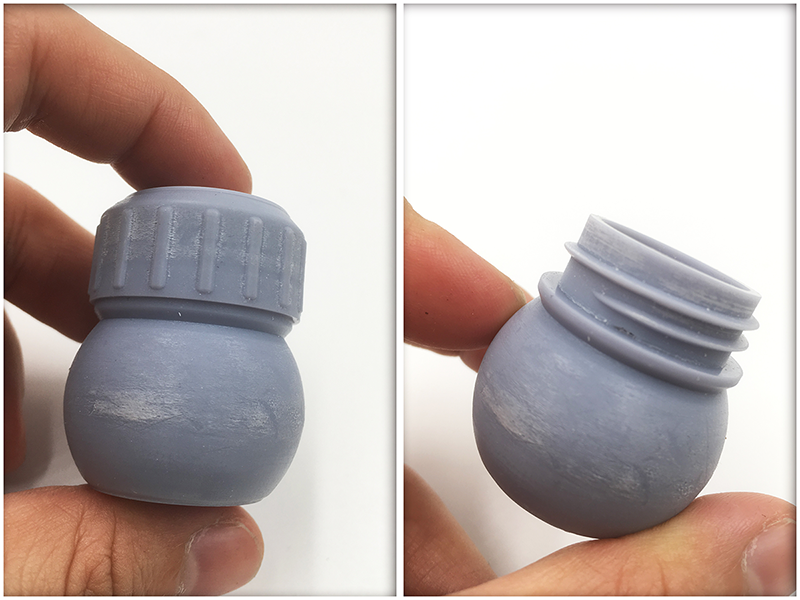
更换树脂后,表明仍有未固化,用刮板可以刮起这些未固化树脂,尤其以瓶身部分最为明显。清洗后表面质量相对前几次测试,会有较大提升。模型表面仍有破口。

综上问题,还需继续验证曝光是否不足,故将曝光值过度调整为6s,进行第五次实测。
实测 5
曝光时间:6s
抬升速度:10毫米/分
回程速度:50毫米/分
打印时间:5h53min
首先可以看到的是,调整曝光值对于打印时间同样有影响,但相对于速度而言,影响会小得多。曝光值调整为6s后,模型无破损情况,表面未固化情况有改善,但仍然比较明显,清洗后表面质量较好,但相对于前几次实测的公差配合松紧度而言,已趋于紧配合。

曝光值调整为6s时,呈现紧配合状态,表明已开始过曝,但未固化现象并无明显改善。考虑到是否摆放角度对这种未固化情况是否有影响,将贴底打印更换为角度摆放测试。
实测 6
曝光时间:6s
抬升速度:10毫米/分
回程速度:50毫米/分
打印时间:9h32min
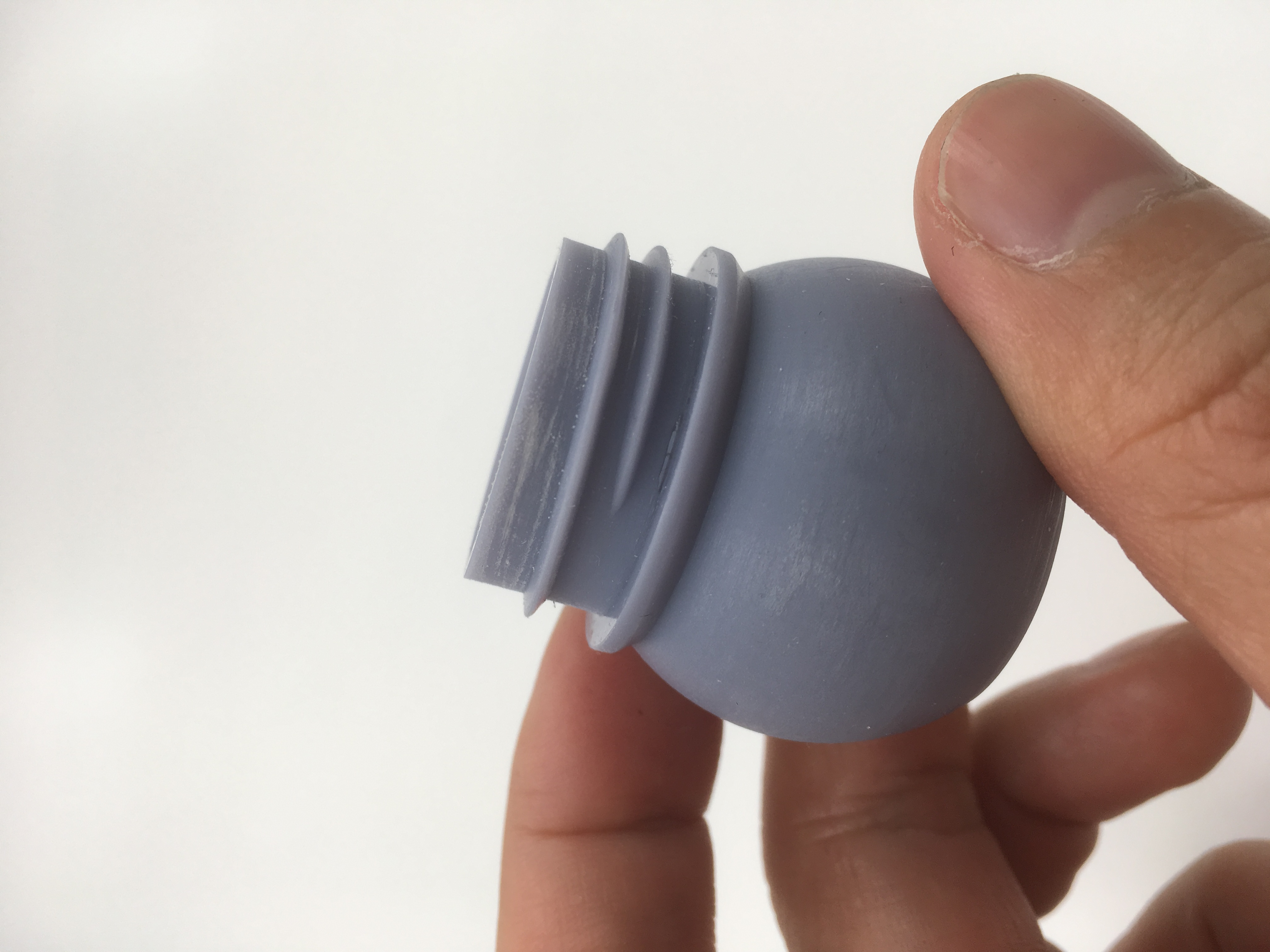
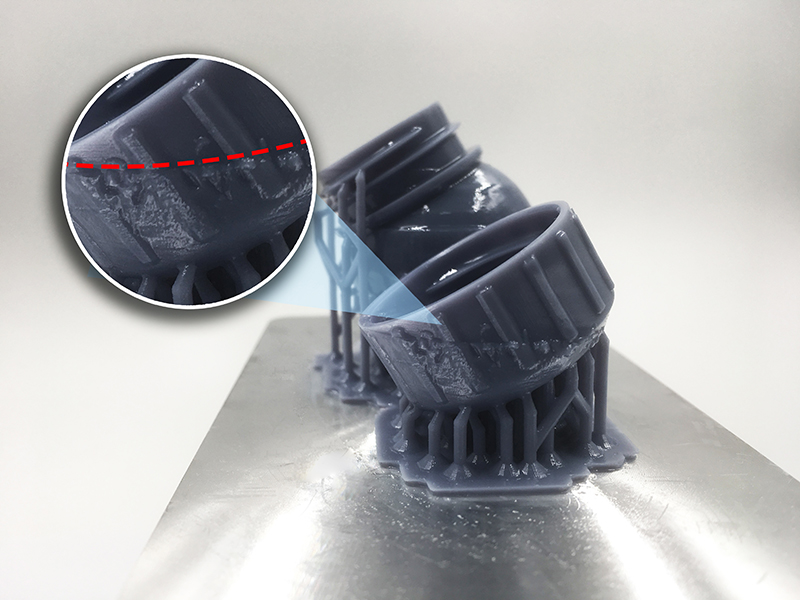
测试发现,在瓶子和瓶盖摆放为60°角度时,未固化情况仍然明显,同时在瓶盖位置发现一条明显的横向分割线。瓶盖在打印过程中,会形成真空密封状态,这条线刚好是从真空状态向非真空状态过度的分割线。为判断这条分割线,是否会随着摆放角度变化而变化,我们单独打印瓶盖,并摆放为45°。
实测 7
曝光时间:6s
抬升速度:10毫米/分
回程速度:50毫米/分
打印时间:5h53min
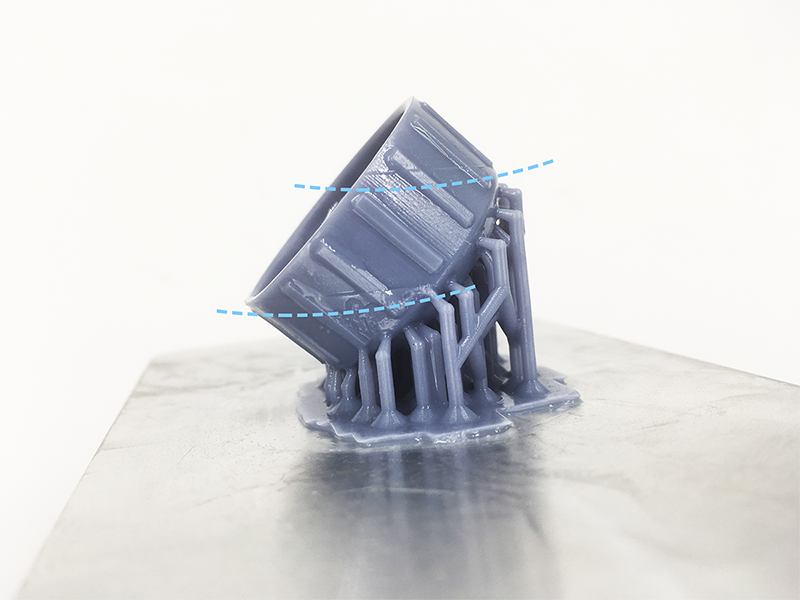
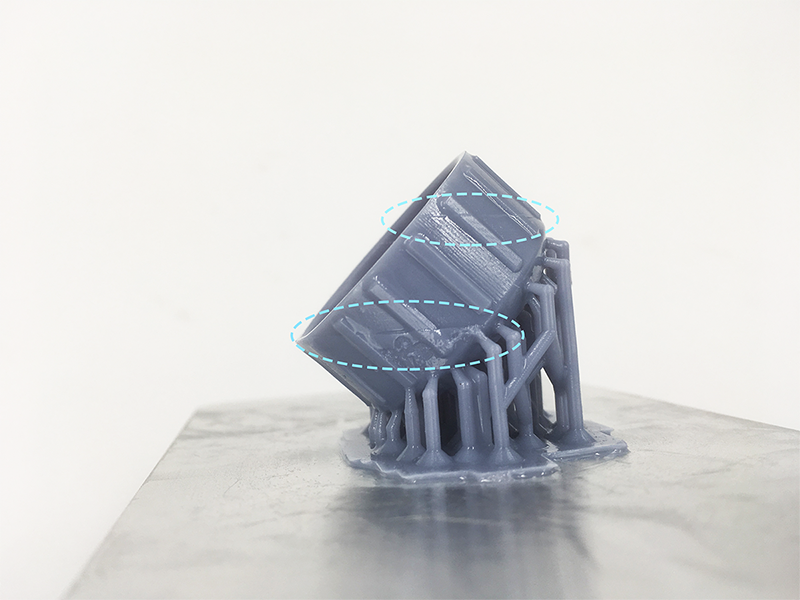
瓶盖摆放为45°后,分割线位置的确相应移动,仍然出现在真空状态向非真空状态过度位置,未固化情况相对于60°有所改善。除该条分割线外,在上方同样出现一条分割线。为测试消除这种真空密封状态,未固化现象改善,我们将瓶盖的底部进行了打洞处理。
实测 8
曝光时间:6s
抬升速度:20毫米/分
回程速度:50毫米/分
打印时间:5h19min
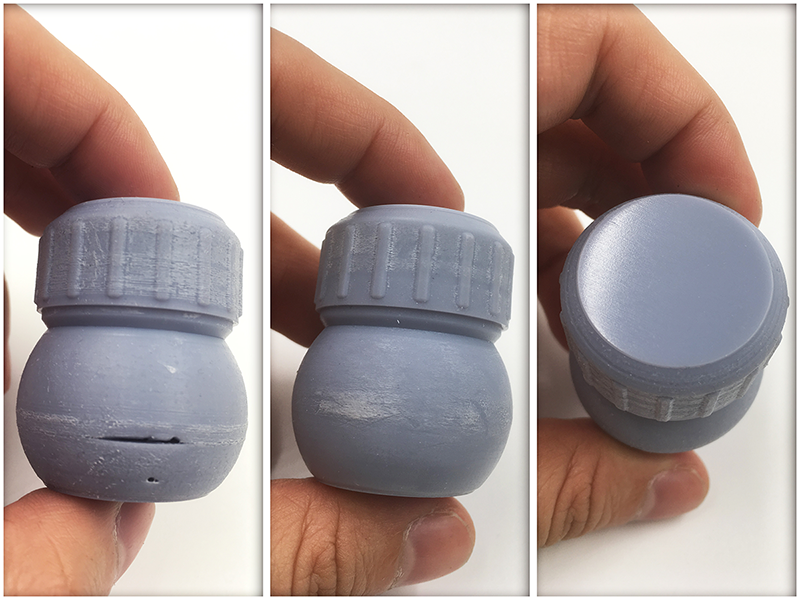
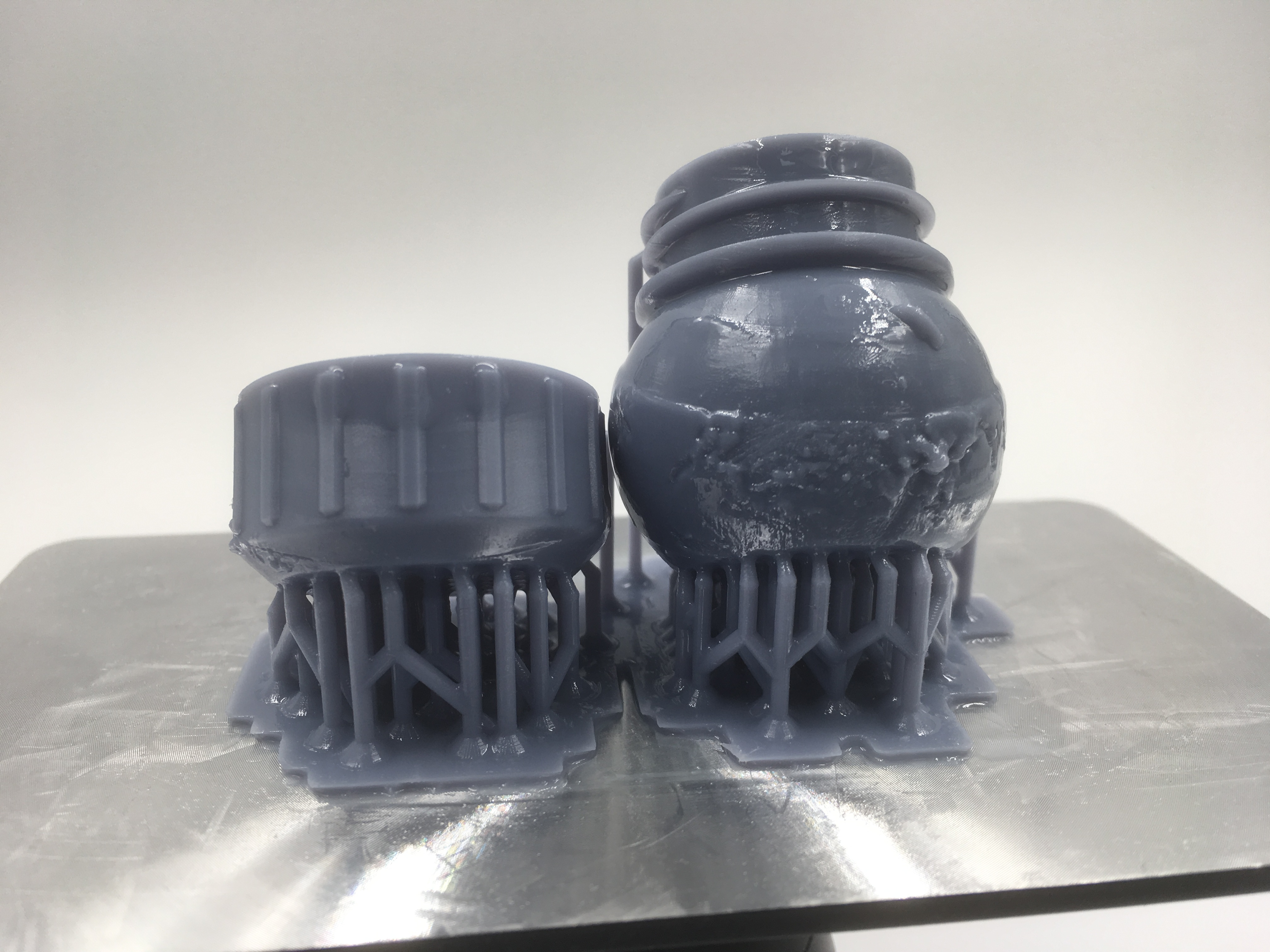
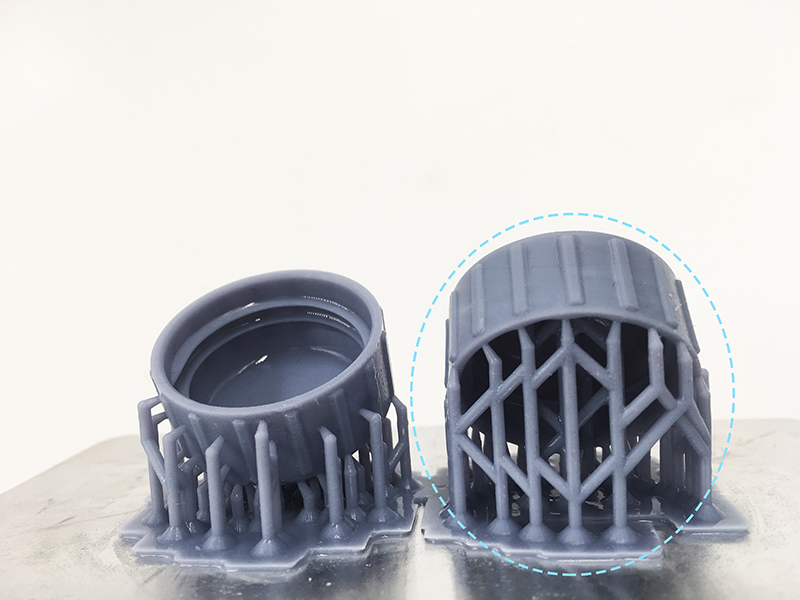
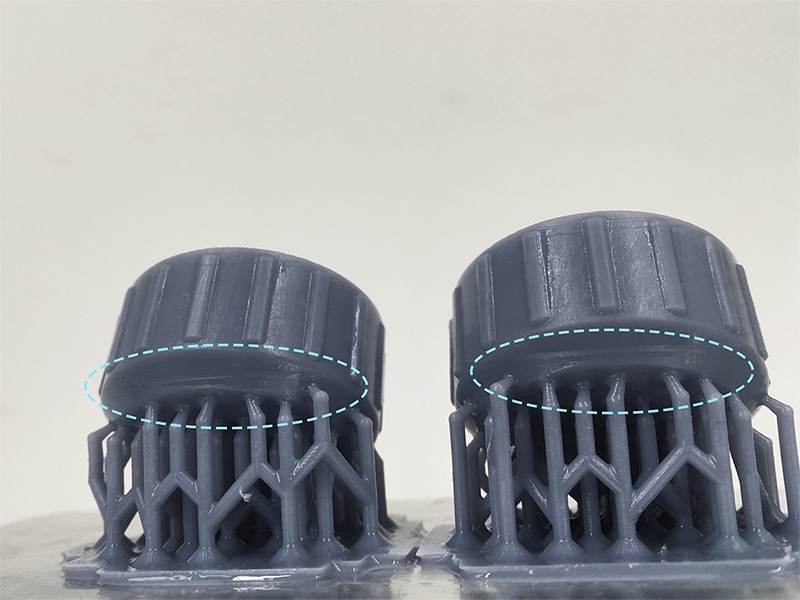
我们打印了一组2个瓶盖,在一个下方开了一个5mm的洞,另一个下方开了2个3mm的洞,同时因为真空环境的消失,将抬升速度提升为20毫米/分。两个瓶盖并无明显差别。分割线仍然存在,但相对改善,表面未固化现象基本消失。

结论
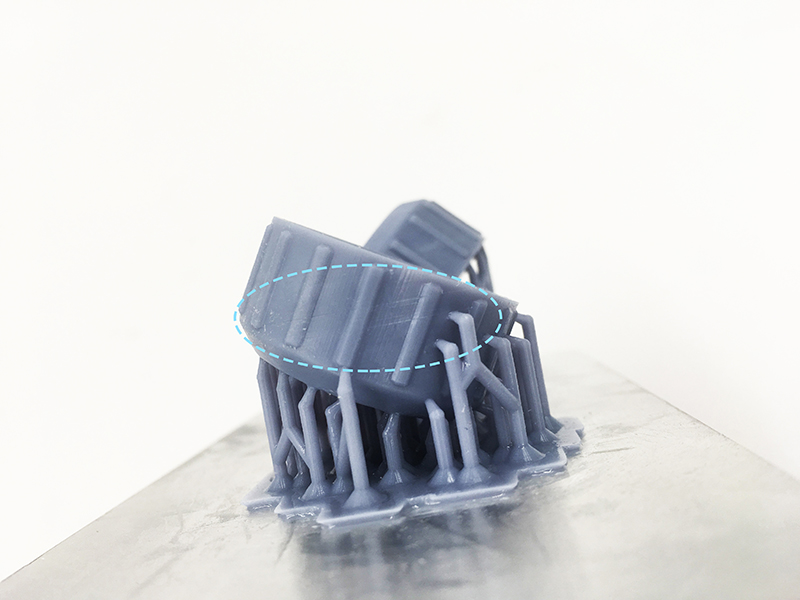
细心的朋友,可能会发现部分模型还是存在一些问题,如下图所示。因篇幅有限,下一期,我们将继续和大家分享,这些纹路产生的原因以及如何避免出现这些纹路。
模型来源:
https://www.thingiverse.com/thing:384578