 分享
分享 CHITUBOX实验室(2) | 拉拔产生的Z轴纹路如何消除
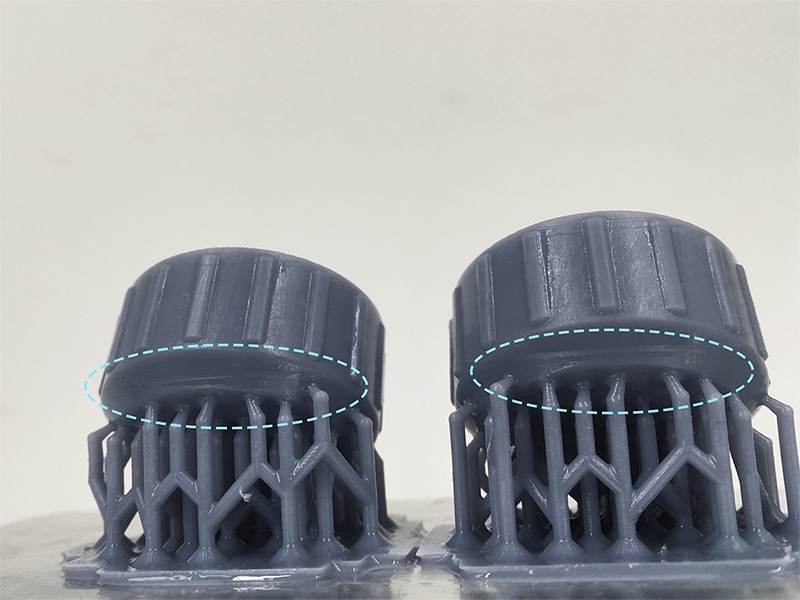
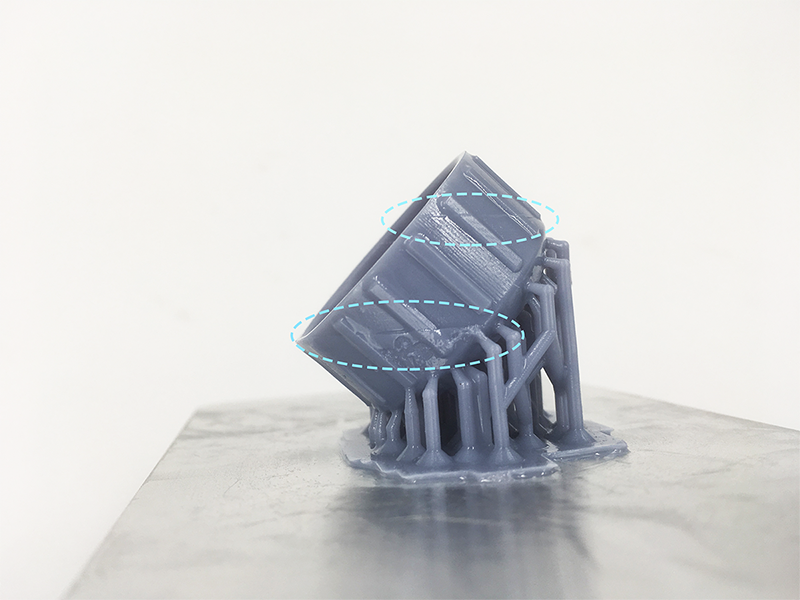
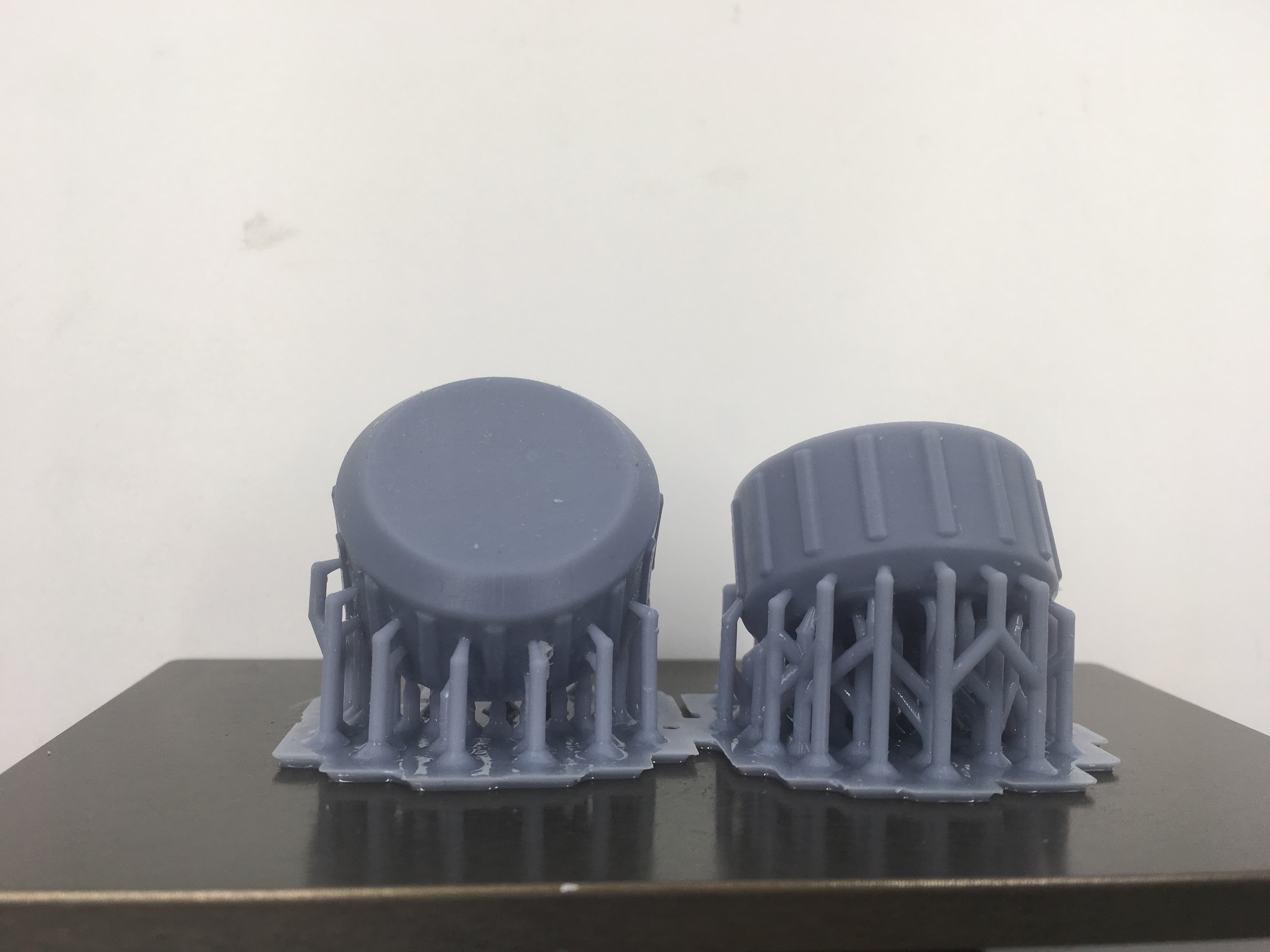
CHITUBOX实验室又来啦!上一期,我们分享了空心密封模型直接拉拔对成型质量的影响,在打印一款验证公差配合的瓶子和瓶盖模型时,在表面出现了明显的未固化现象,在逐步的排查中,证明影响最大的因素是空心密封拉拔。
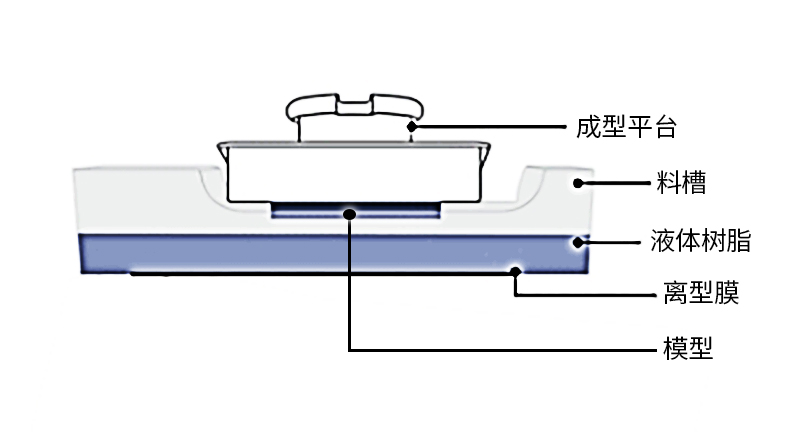
脱膜过程相关几个元素包含了:成型平台、料槽、树脂以及离型膜。这个过程解释起来,并不复杂,SLA/DLP/LCD可能略有差异,但基本都是大同小异的:
1. 成型平台及模型下降浸入液体树脂;
2. 光源固化光敏树脂,固化的层面粘黏在前一层固化的层面和离型膜之间;
4. 成型平台下降,继续重复动作,固化新的一层。
在模型和离型膜分离的过程中,拉拔力/离型力就随之产生了。那么这个拉拔力/离型力如何理解呢?
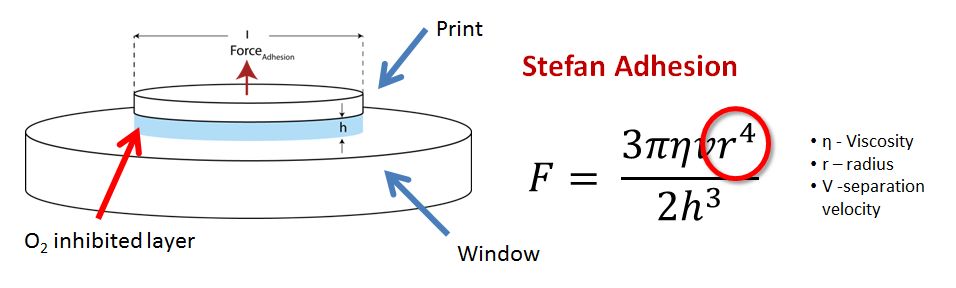
有一个Stefan公式刚好能说明这个问题:
拉拔力/离型力=3π*树脂黏度*离型速度*新成型层面半径^4/2*新成型层面与离型膜高度距离^3
这个公式不需要理解的太深入,顾名思义就可以知道,树脂黏度、离型速度、新成型层面半径、新成型层面与离型膜高度距离都会影响到拉拔力/离型力的大小。
其实这个理解起来也不难,树脂黏度可以想象成,把物体从水里和沼泽里拉出来,因为沼泽黏度更高,需要拉出来的力度自然越大。离型速度也好理解,吸盘吸在玻璃上,拔的越猛,吸附的越强。需要注意的是,新成型层面半径的成倍增长,造成的拉力不是成倍增长,而是16倍的增长!
新成型层面与离型膜高度距离也很好理解,如果这个距离够大的话,两个物体就完全分离了,根本不存在离型力了。而这个距离的成倍缩小,造成的拉力也不是成倍增长,而是8倍的增长!
温馨提示:
离型膜的质量,同样会影响拉拔力/离型力!
在弄清了Z轴纹路产生的原因,消除这个纹路就容易了。首先要知道的是,拉拔力/离型力是不可能消失的,所以可以通过以下两个方式来消除Z轴纹路:
1. 降低拉拔力/离型力
2. 稳固模型
第一个方法可以通过调整公式里的参数来影响拉拔力/离型力,比较有效的是更换黏度更低的树脂,缩小模型或调整摆放角度以缩小半径,还有就是降低抬升速度。当然也要定期检查离型膜的磨损情况和脱膜情况,及时更换良好的离型膜。
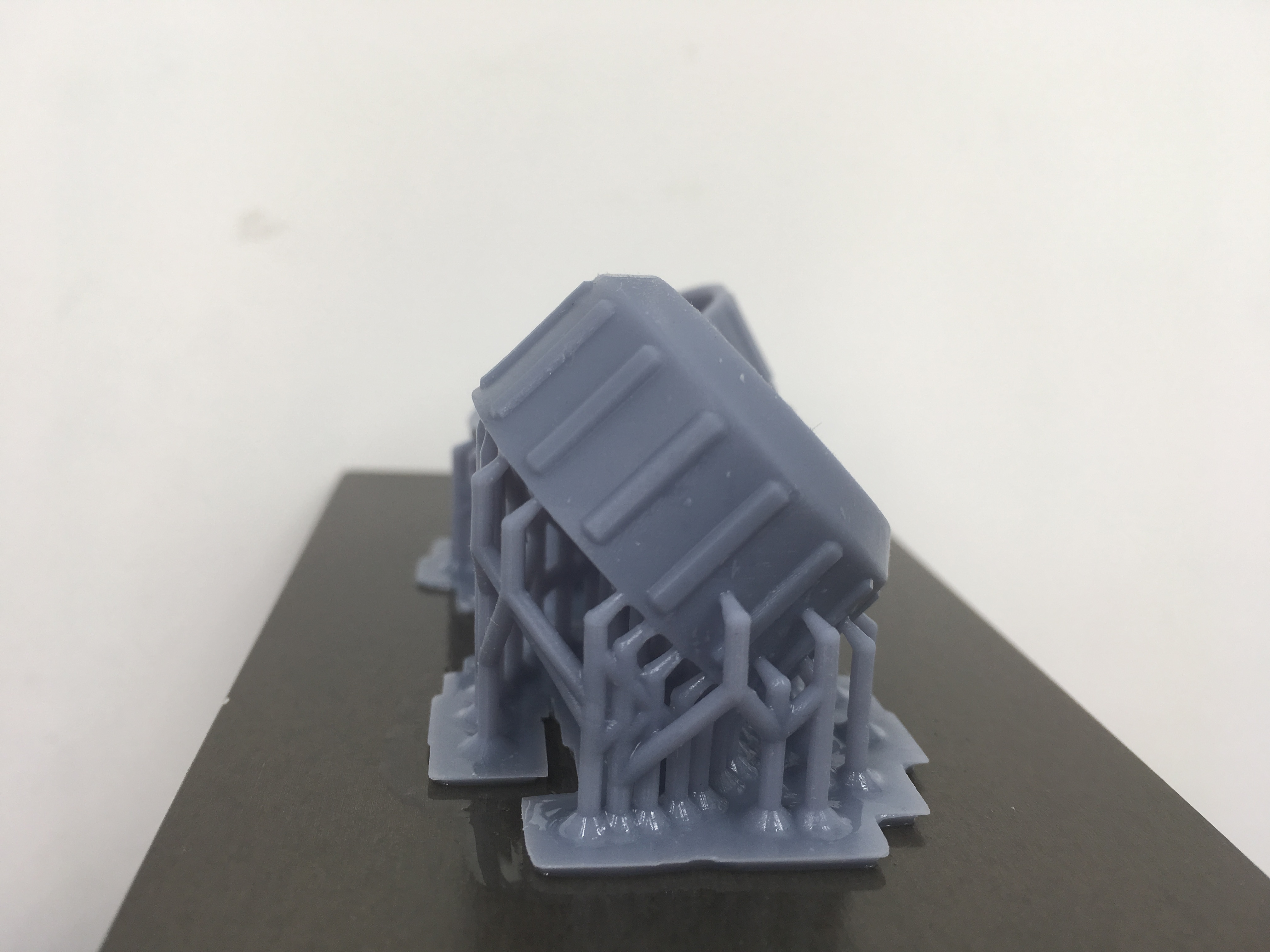
倘若这些因素不方便调整的话,可以通过稳固模型的方式。在横截面突变的位置(半径较大的地方),多添加几根支撑,以达到稳固模型的作用。如下图所示,在稳固模型后,Z轴纹路基本消除。
补充说明:
机器Z轴不稳定及寸动,同样会造成Z轴纹路。
模型来源:
https://www.thingiverse.com/thing:384578