 分享
分享 提高SLA/DLP/LCD 3D列印品質參數技巧
光固化(SLA/DLP/LCD)3D列印是市場上最普遍的3D列印技術之一,可以創建具有極高品質的原型,具有精細的特徵(薄壁,尖角等)和複雜的幾何形狀。雖然光固化的優勢在這裡,但因為不太熟悉切片、列印技巧等,也可能導致3D列印的模型非常粗糙。其實,3D列印的品質和設備、材料及切片都有很大的關係,我們完全可以通過調整下面幾個小參數來改善3D列印品質。
層厚(mm)
顧名思義,層厚是指模型固化時每一層的厚度。層厚不僅影響列印速度(列印時間),還影響列印品質。列印一個模型總的層數決定了模型列印速度,以及所需要的列印時間。層厚越薄,固定高度就會被切成更多層,導致列印時間更長。但相對地,層厚越薄,列印品質越高,模型表面更加平滑,Z軸垂直方向的細節呈現更加清晰。
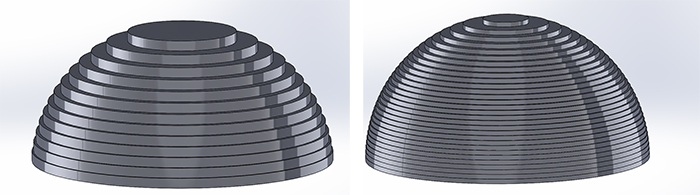
左:100µm層厚 右:50µm層厚
圖片來源:3dverkstan
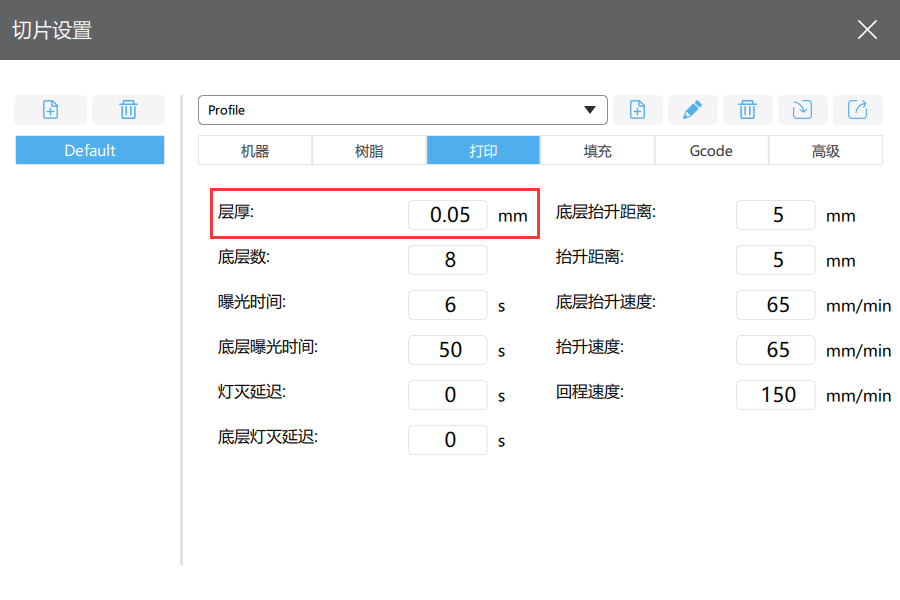
一般來說,3D印表機的技術有別,他們能夠列印的層厚區間也略有不同,有的印表機可以列印出更薄的層厚。層厚以毫米(mm)為單位,當然也可以用微米(µm)作為單位。通常光固化(SLA/DLP/LCD)3D印表機可以列印的最小層厚是25µm (0.025mm),最大為100 µm (0.1mm)。根據印表機的實際情況,可以在CHITUBOX裡調整這一參數。如果不知道設置哪個資料比較合適,建議可以從50 μm (0.05mm)著手,這也是CHITUBOX的默認層厚。
曝光時間(s)
樹脂3D列印品質同樣受光源強度以及固化/曝光時間影響。曝光時間是指列印時每層所需的光源曝光時長。不同的樹脂,固化所需時長往往有很大不同。
CHITUBOX默認的曝光時間是6秒。對於很多樹脂來說,這個曝光時間是可以的。當然也需要根據樹脂特性來調整這項參數。
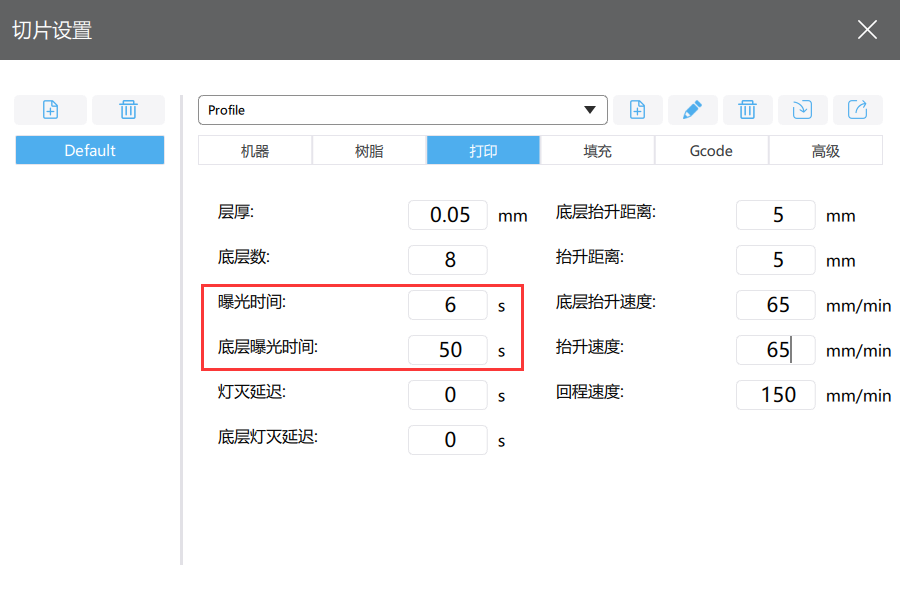
對於底層曝光時間,建議是正常曝光時間的8-12倍。CHITUBOX預設的底層曝光時間是50秒。如果底筏無法粘在成型平臺上,就需要增加底層曝光時間。一般來說,底層曝光時間越長,底筏粘在成型平臺上就越牢固。
延伸閱讀:
抬升速度(mm/min)
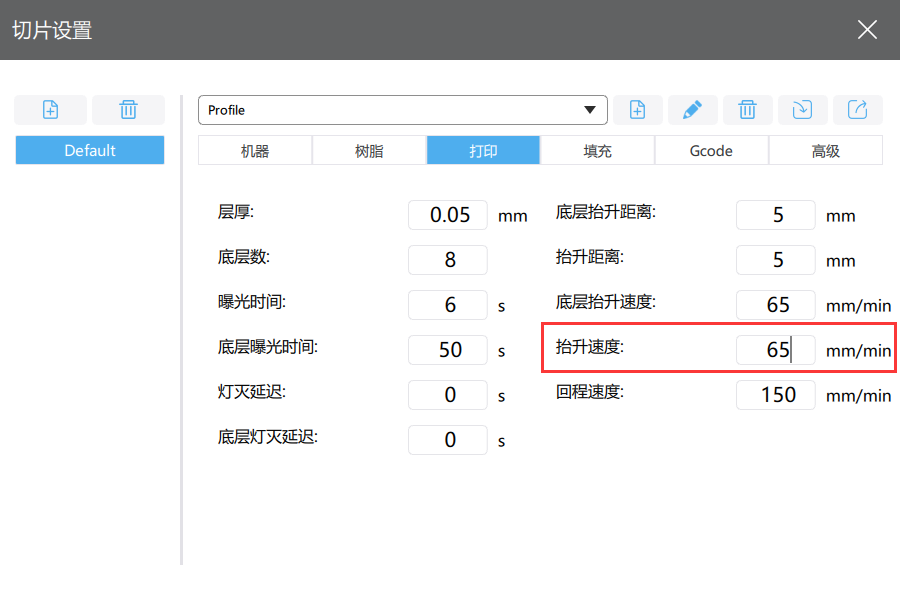
抬升速度是指列印層面時,成型平臺從料槽抬升的速度。如果抬升速度太快,因為成型平臺和料槽底部離型膜之間的拉力,模型就可能被拉斷,支撐也有可能被破壞。但是如果速度過低,列印時長就會增加。CHITUBOX的預設抬升速度是65 mm/min。當調整抬升速度時,需要同時兼顧列印品質以及列印時間。
模型擺放
模型的擺放位置不同,對於列印品質也有很大的影響。模型結構從較小的橫截面積突增成較大的橫截面會導致層面間劇烈的體積變化,而層面之間樹脂體積的劇變又會導致固化層面的不均勻收縮。
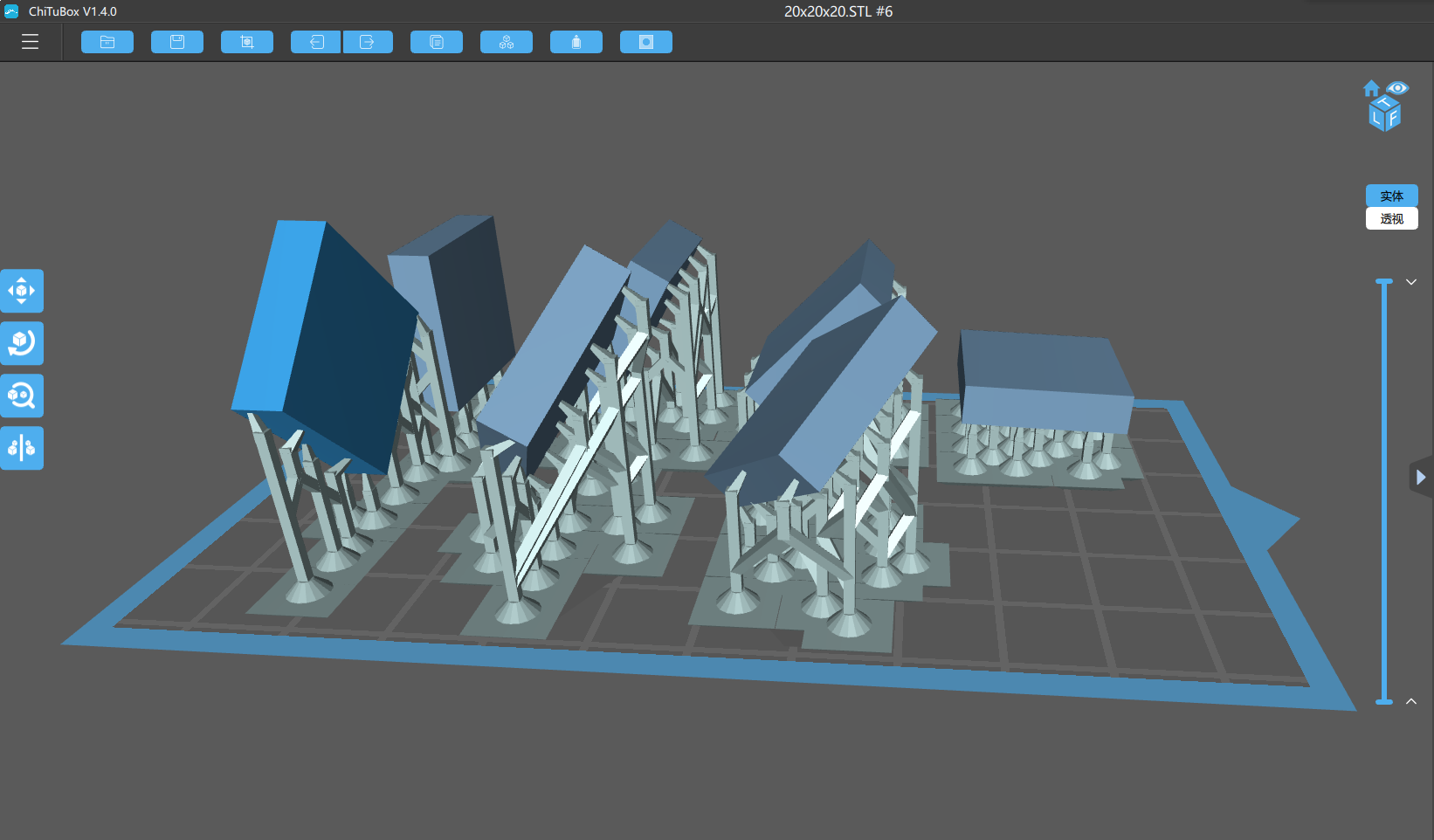
模型結構的劇變不光影響模型完整性,還同樣會導致模型表面出現層紋。此外,因為列印過程中Z軸的抬升,模型擺放不同也會直接影響表面品質。
關於模型擺放和列印品質之間的關係,我們做了一個實驗,有興趣可以點擊:
抗鋸齒
鋸齒是顯示器輸出的畫面中圖物邊緣出現凹凸鋸齒的技術,這些凹凸的鋸齒通常因為高解析度的信號以低解析度表示或無法準確運算出3D圖形座標定位時所導致的圖形混疊而產生的。在3D列印時,抗鋸齒通過減少3D模型表面線條和垂直偽影,使得模型表面更加平滑。
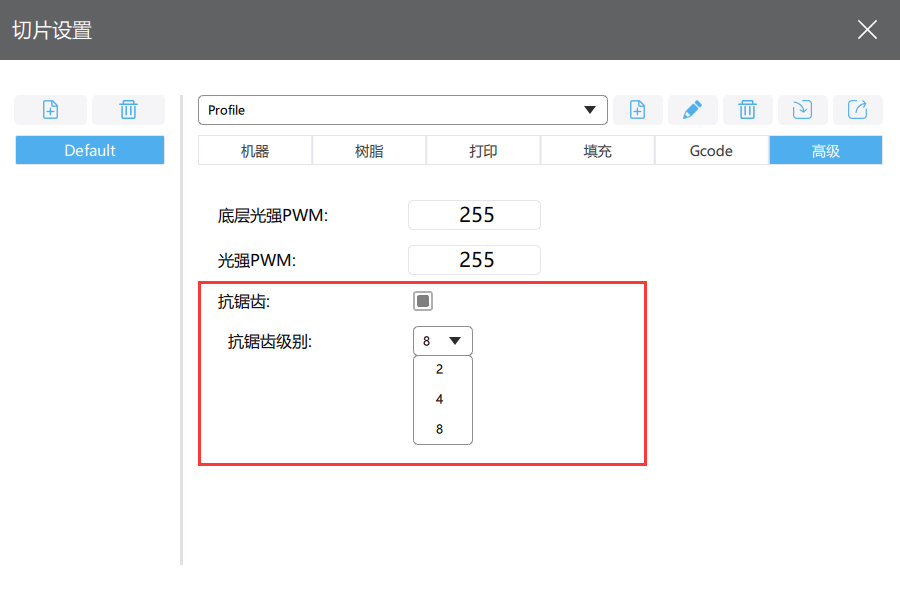
CHITUBOX自帶抗2/4/8級抗鋸齒功能,經過專門的演算法處理,使模型更加光滑細膩,有效減少邊緣鋸齒現象。
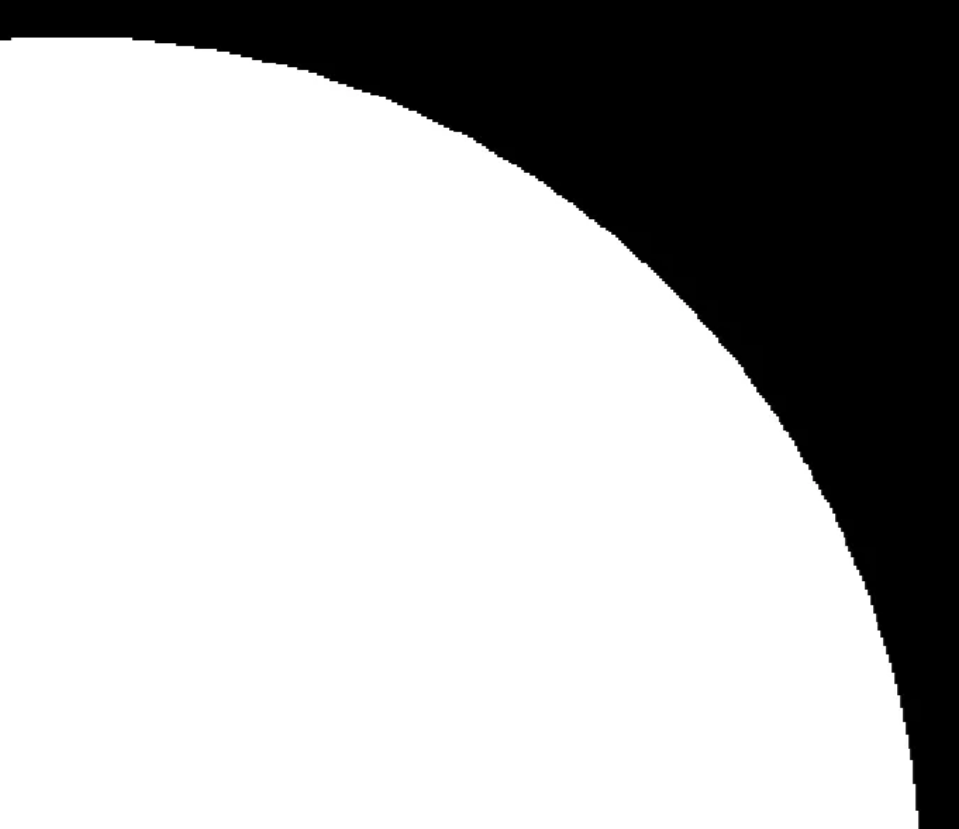

上:不抗鋸齒 下:8級抗鋸齒
當然,提升3D列印品質遠遠不止以上幾個方面,光是支撐一個部分,就能講好幾個篇章。但是,通過CHITUBOX簡單地調整這幾個參數,或多或少就能提升樹脂3D列印品質,讓光固化(SLA/DLP/LCD)3D列印呈現出它本應有的高品質。
模型來源: