 分享
分享 如何優化模型擺放提升表面品質?
LCD光固化3D列印的表面品質受層厚,列印速度,模型擺放等因素的影響,會有很大的不同。本文主要討論如何優化模型擺放位置以提升表面品質。
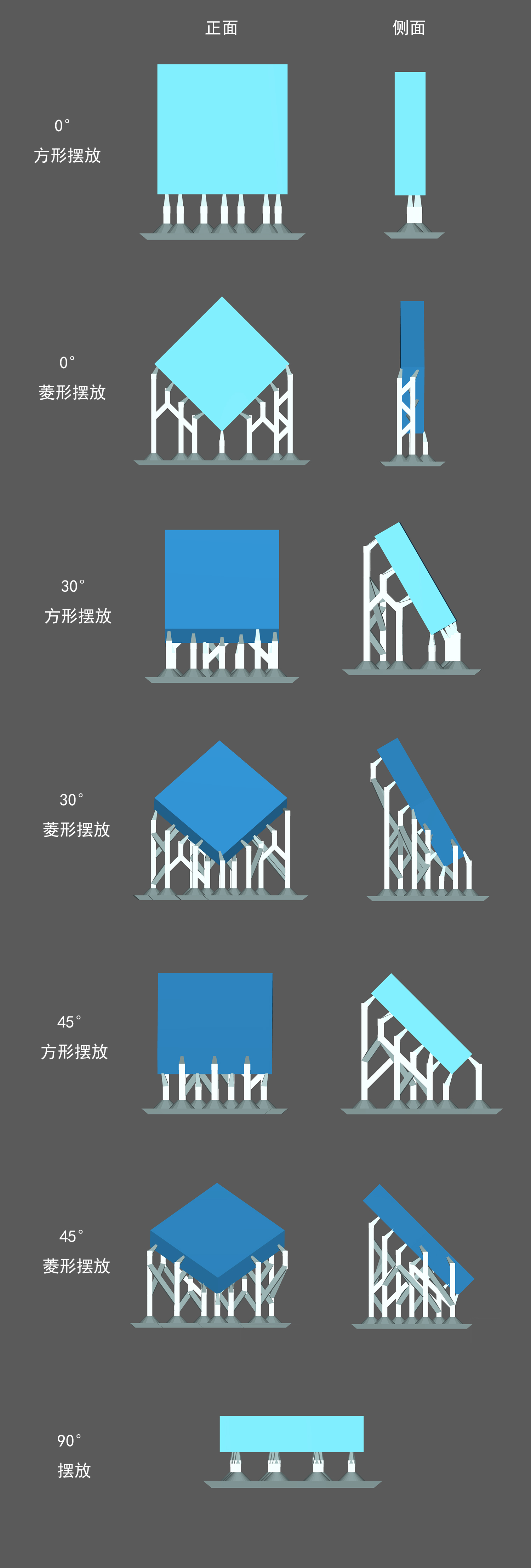
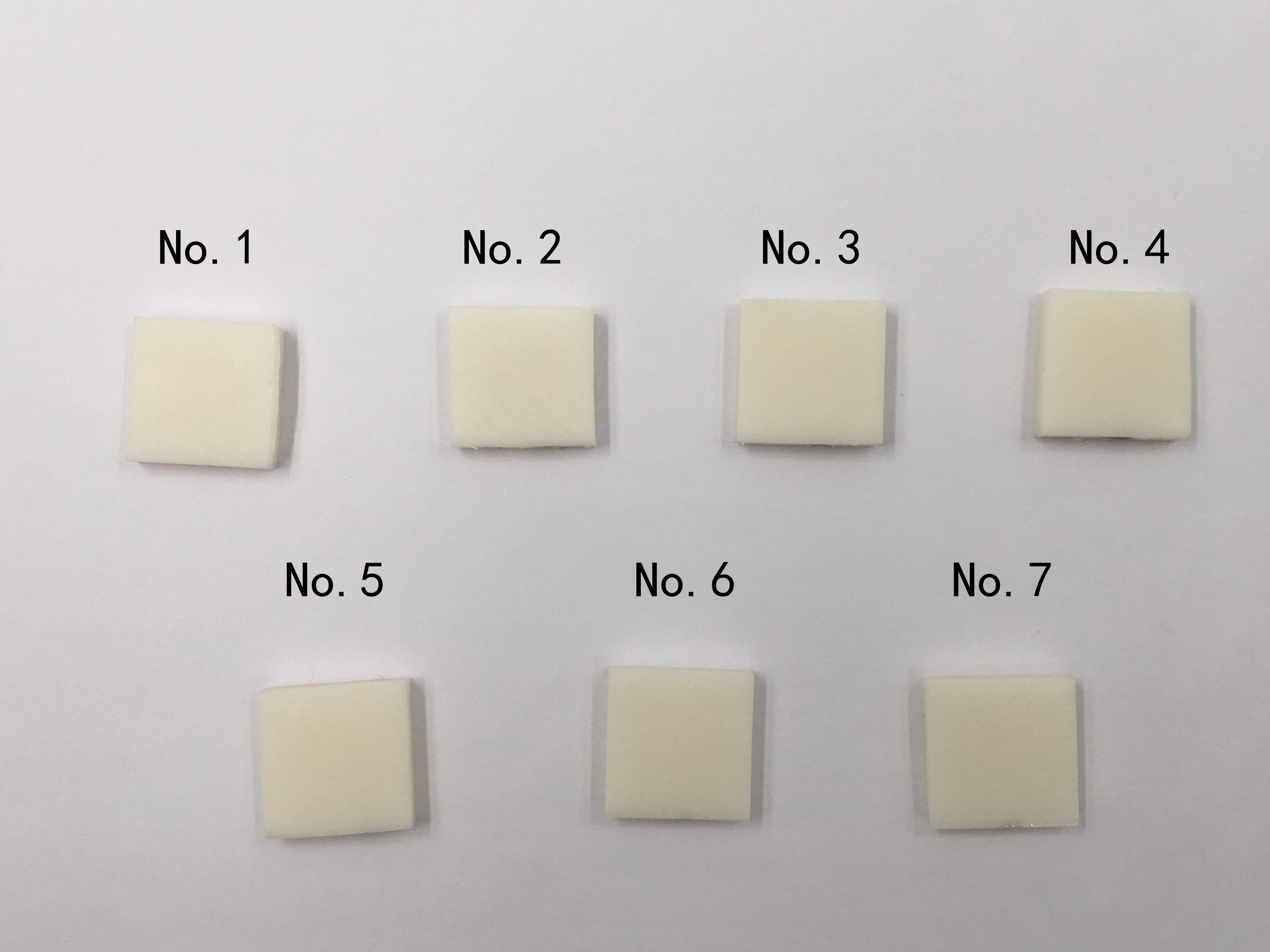
這裡用同一個模型做演示,在CHITUBOX(V1.4.0)裡,分別與垂直面擺放成0°,30°,45°,90°。除了90°以外,其他角度分別再擺放成方形和菱形兩種形狀,因為這兩種形狀在列印過程中的橫截面不同。
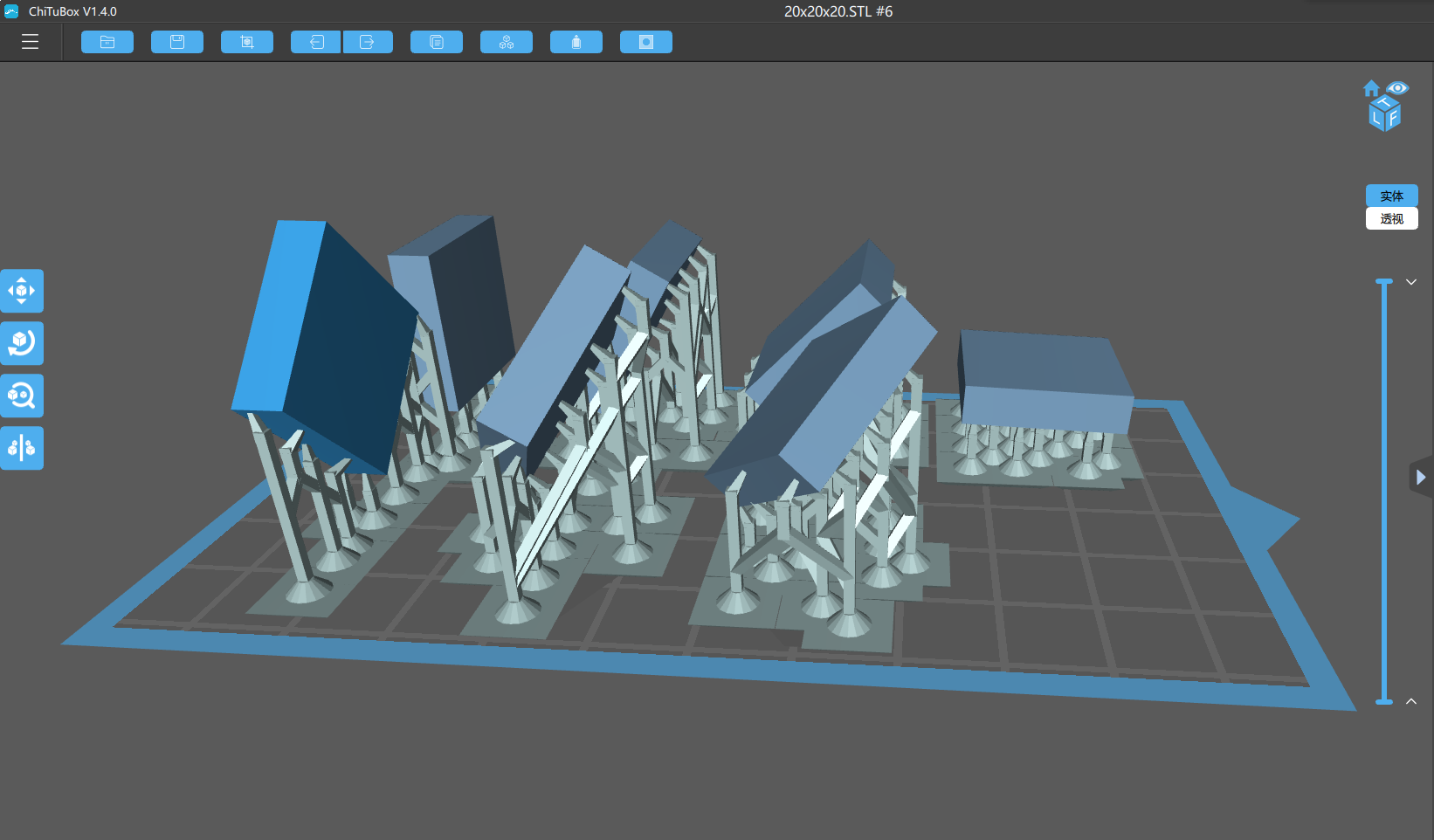
因此,我們總共有7個模型,把他們編為1-7號(0°方形擺放,0°菱形擺放,30°方形擺放,30°菱形擺放,45°方形擺放, 45°菱形擺放, 90°擺放)。

通常情況下,45°擺放列印出來效果應該相對較佳。但實際情況需要測試。下面,我們將從模型完整度,模型變形情況以及表明品質來評估列印成果。
模型完整度
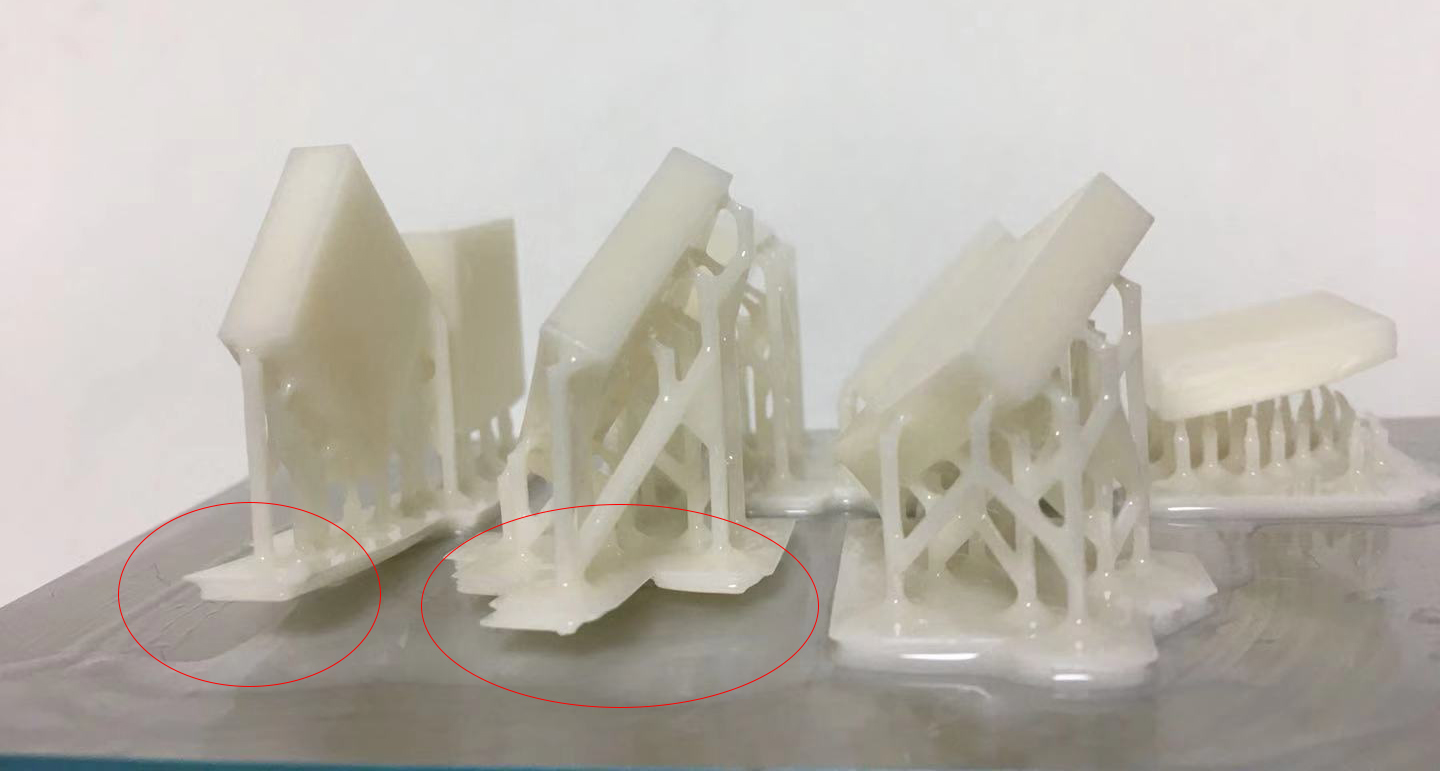
模型結構從較小的橫截面積突增成較大的橫截面會導致層面間劇烈的體積變化,而層面之間樹脂體積的劇變又會導致固化層面的收縮。層面之間樹脂的不均勻以及加增的剝離力導致劇烈的收縮,這就是缺肉和模型凹凸不平的主要成因。
7號(90°擺放)是整個倒平放在支撐結構上,它的橫截面變化最大,受到的剝離力也是最大。這就導致剝離力直接把模型從支撐上扯斷,一部分連接支撐,一部分懸空,使得模型缺肉嚴重。
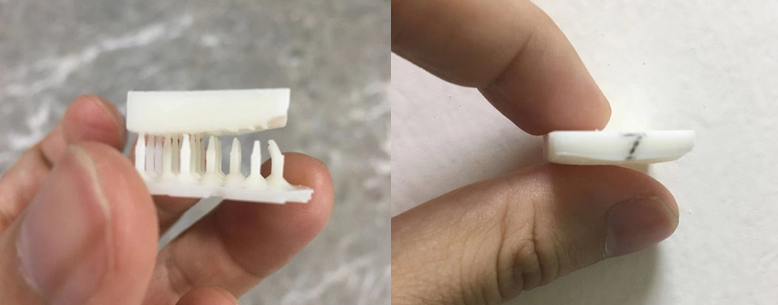
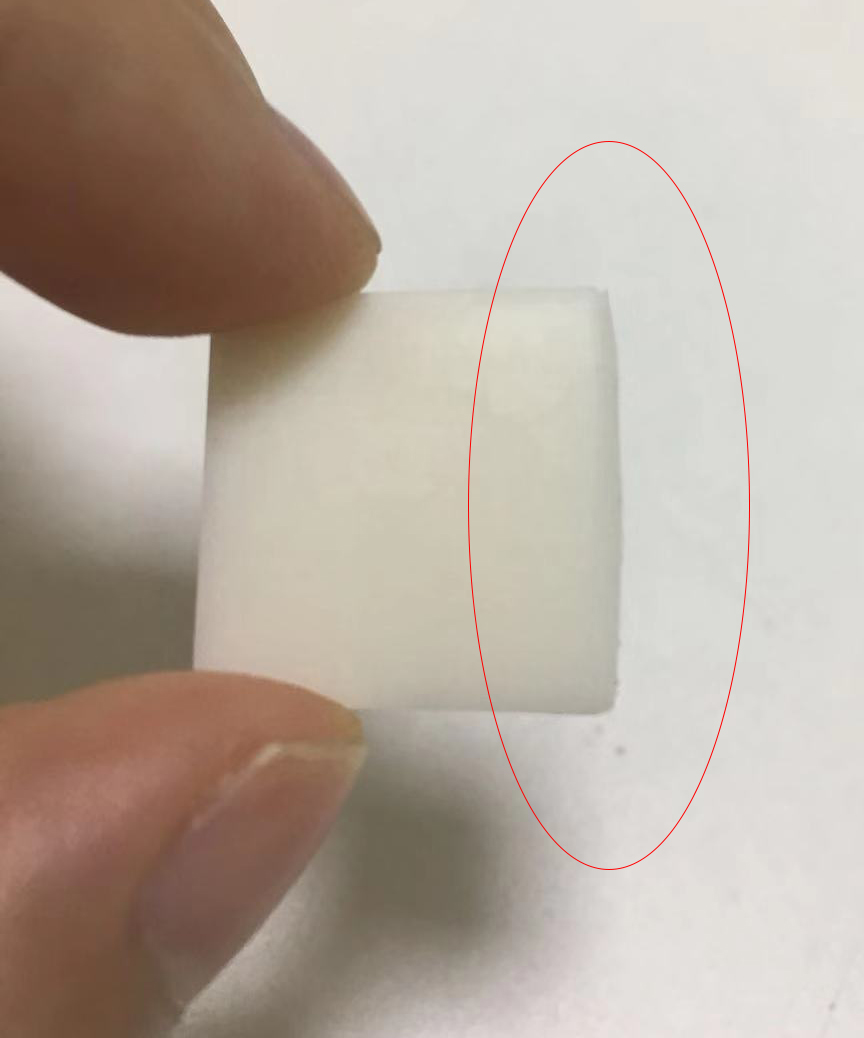
1號(0°方形擺放)是垂直放在支撐結構上,與其他擺放形式相比,它的橫截面變化也相對較大。但與7號相比,它的橫截面變化就小得多了,因此1號並沒有缺肉,只是與支撐連接的那一邊出現了波浪狀的凹凸不平。
模型完整度排名:
3 > 6 > 2 > 4 > 5 > 1 > 7
模型變形情況
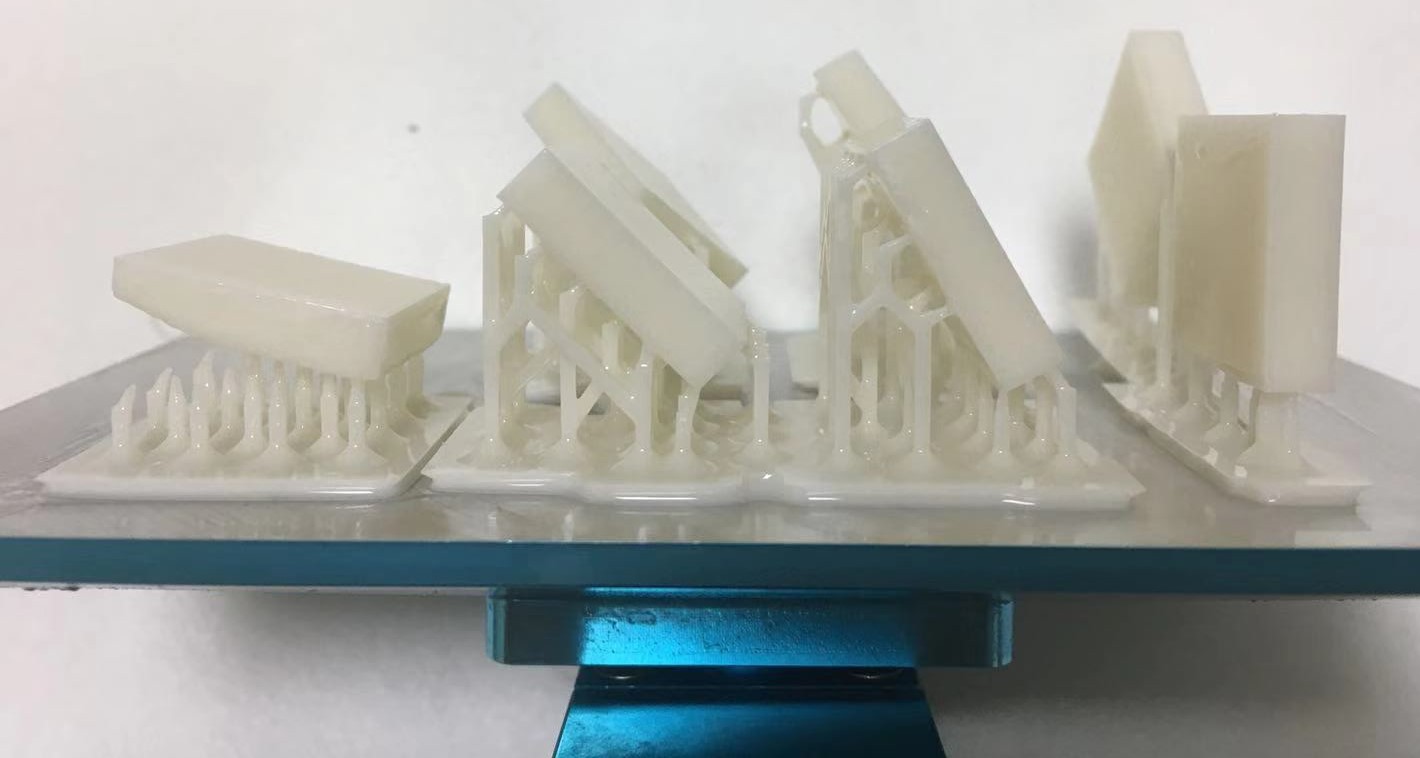
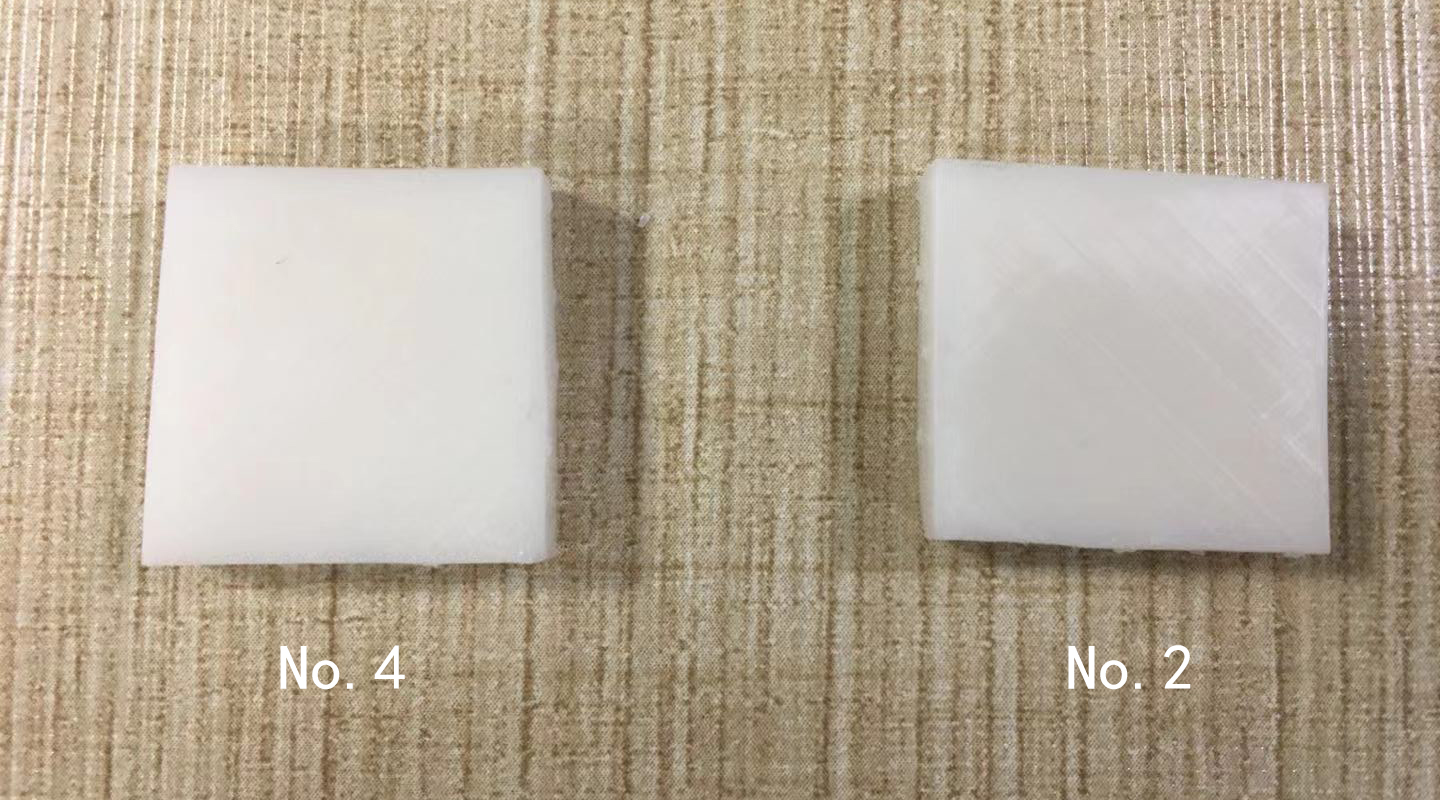
按理來說,這麼小的模型(20*5*20mm)列印過程中不會出現變形情況。因為缺肉,7號肯定或多或少會有些變形。我們發現2號和4號的底筏從成型平臺上翹了起來,這應該是由於成型平臺右側和螢幕之間的距離過大。這個可能就解釋了為什麼2號和4號同樣變形了。
模型變形情況排名:
3 < 6 < 5 < 1 < 4 < 2 < 7
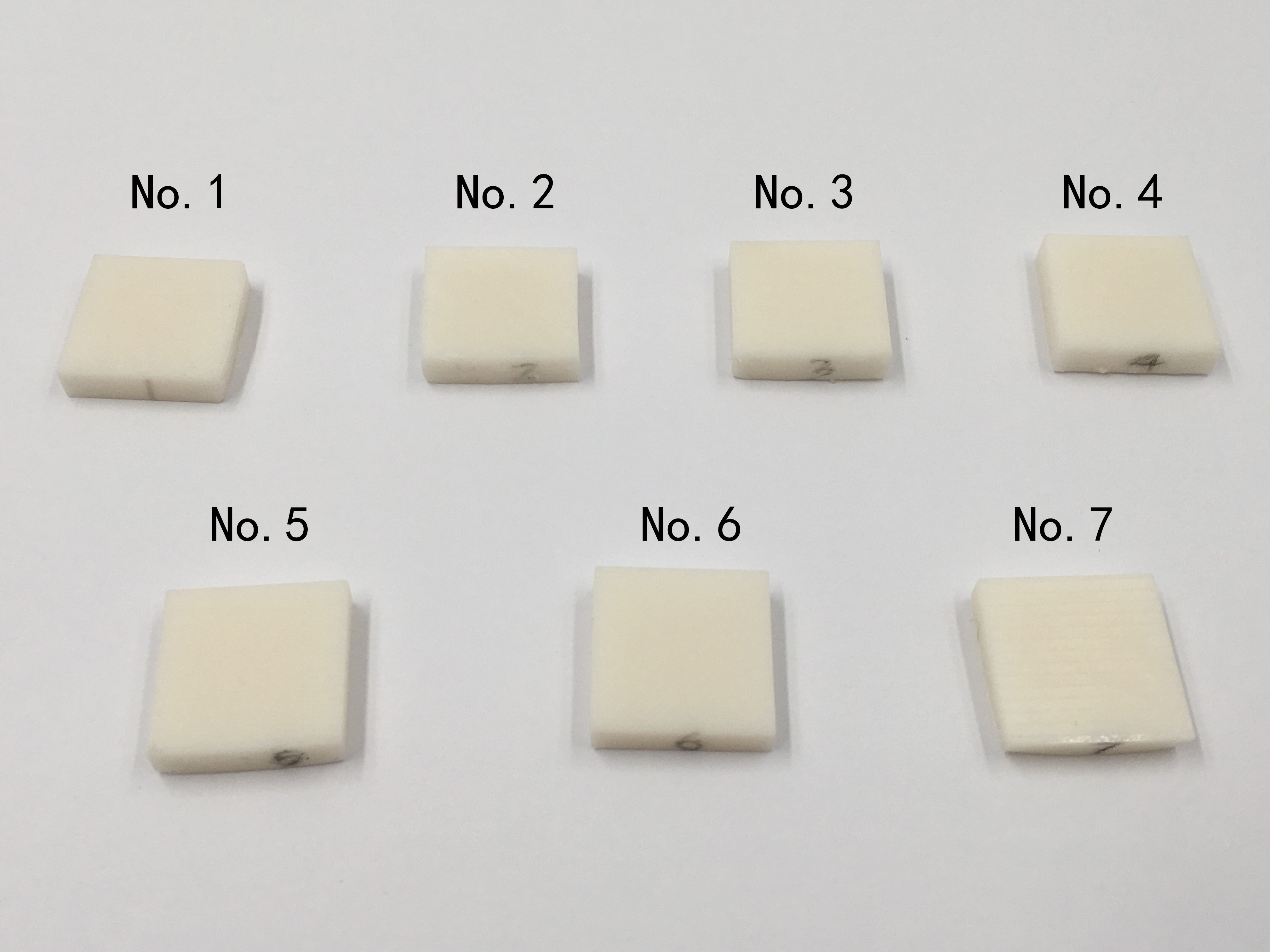
表面品質
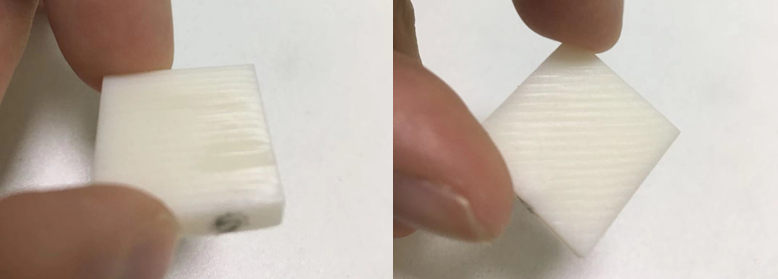
模型結構的劇變不光影響模型完整性,還同樣會導致模型表面出現層紋。此外,因為列印過程中Z軸的抬升,模型擺放不同也會直接影響表面品質。出乎我們意料的是,在45°擺放可以看到明顯的層紋。但也有個驚喜是,1號(0°方形擺放)的表面品質居然最好。毫無疑問的是,7號依舊是最差的。
表面品質排名:
1 > 3 > 4 > 2 > 6 > 5 > 7
從上面的測試可以看出,通過優化模型的擺放角度,很顯然對列印品質產生不同的影響。如果我們將排名評分為1-7分。最好的7分,以此類推。我們排除掉模型變形情況,因為這一項有太多的不確定因素。於是,我們得到整體排名是:3號(13分),6號(9分),2號(9分),4號(9分),1號(9分),5號(5分),7號(2分)。
如果我們按角度來分組,那麼排名就是:30°(22分), 0°(18分), 45°(14分),90°(2分)。以擺放形狀來分組,方形和菱形平分秋色,分數一樣。因為擺放形狀對模型的表面品質有很大影響,所以我們單獨摘出這一項排名。那麼菱形組(15分)就比方形組(12分)要更好些。
結論就是:此次實驗最好的擺放角度是將模型呈30°擺放。同時要確保橫截面是逐步增加變化的,而不是突變,可以如菱形這樣擺放模型。另外,根據列印材料以及模型實際情況不同,最佳擺放位置可能會有所不同。