 分享
分享 你想了解的关于打印失败的一切
本文涵盖了各种常见打印失败的原因。例如,打印一半粘底或完全粘底(打印件固化在 FEP 膜上),打印件粘不上打印平台,打印件脱落,只打印支撑,底筏翘边,打印件呈海带状等,可以帮助您解大多数打印失败问题。
对于上拉式光固化 3D 打印机,常见的失败来自于脱膜问题,下面是一些常见的脱膜失败案例:
底筏翘边:

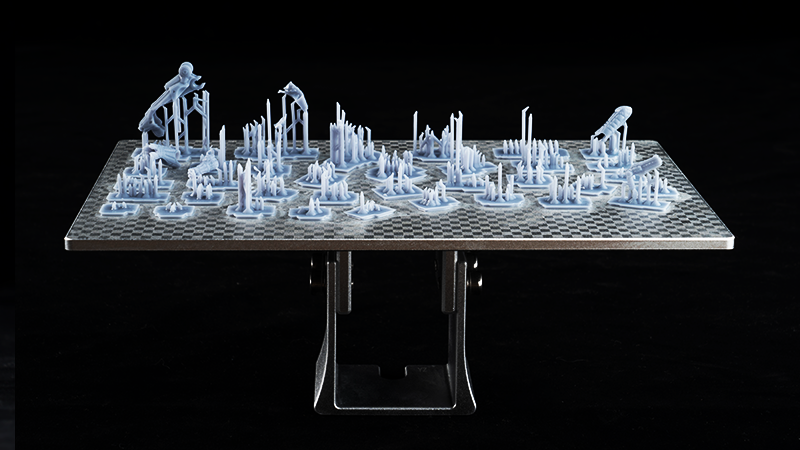
只有支撑被打印出来:
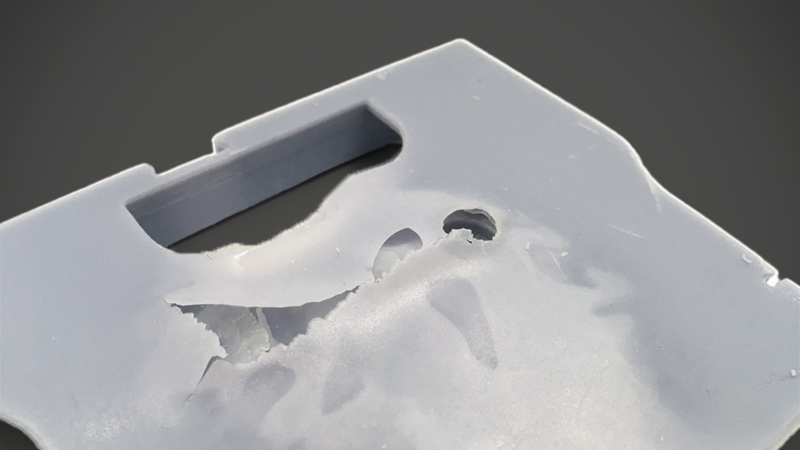
粘在 FEP 膜上:

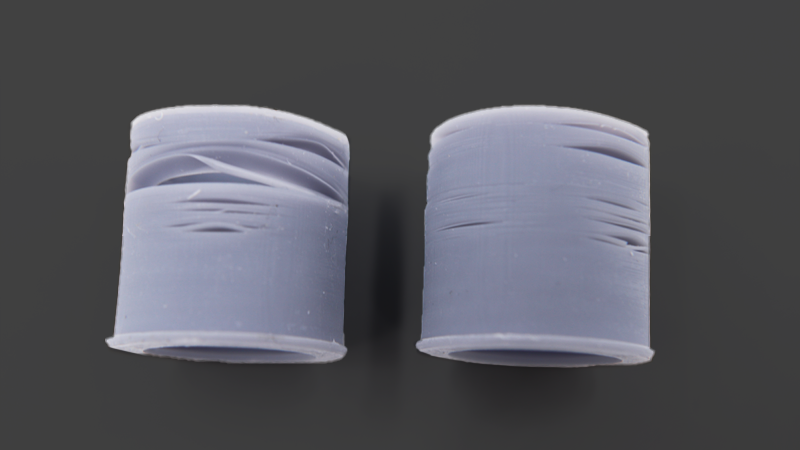
分层或有气泡:
脱膜失败可能由多种原因导致,但归根结底可以分为以下几类:
-
- 多种原因引起的的整体或局部曝光不足导致未固化或固化不完全,从而不能很好地和前一层或打印平台(对于底层而言)粘合。
- 料槽或打印平台上存在杂质。
- FEP 膜对模型的拉力或模型承受的重力超过模型的承受范围。
- 多种原因引起的的整体或局部曝光不足导致未固化或固化不完全,从而不能很好地和前一层或打印平台(对于底层而言)粘合。
我们将在本文中列举常见的脱膜失败原因,您可以依次排查。
一、未正确调平或调零
底层粘在 FEP 膜上主要原因跟打印平台和首层息息相关。如果打印平台不平行于屏幕,在打印较大模型时,不同位置平台和屏幕的间距不同,间距过大的地方可能无法成型或固化不足而导致打印失败,如下图所示:
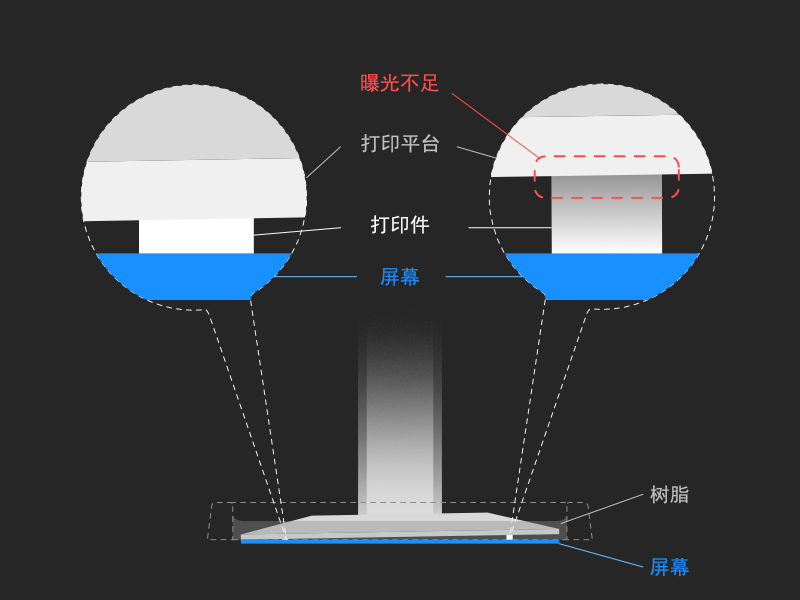
此外,调零距离过大(即屏幕和打印平台之间的距离过大),模型就无法粘在打印平台上。因此,在开始 3D 打印之前,第一步是确保 3D 打印机调试完成,打印平台水平并且距离合适。
二、层高设置过大
和调零过大类似,层高设置过大也会削减紫外光穿过当前层到达前一层的强度,从而导致固化不足。
三、横截面过大
脱膜时打印件受到 FEP 膜的拉力和当前层的横截面有关,若横截面为一个整体且接近圆形,根据斯蒂芬吸力公式

-
- η: 液体的粘度系数
- R: 两个平行圆面的直径
- h: 两个平行圆面的距离
拉力和当前层的横截面可粗略近似为 4 次方的关系,即当横截面增加 n 倍时,拉力变为原来的n4 倍。摆放模型时应尽可能避免单个横截面多大的情况。
四、模型和 FEP 膜形成密封腔体结构
如果模型和 FEP 膜之间形成一个密封腔体结构,那么在上拉开始时腔体内的气压会低于外部气压,从而增大 FEP 模对模型的拉力,要避免这种情况,可以在不起眼的位置打孔,破坏密封腔体结构,减小腔体内外气压差。
五、模型存在孤岛
当模型存在孤岛,且孤岛位置起对模型的其他部分需要到支撑作用时,模型自然无法被正常拉起。我们可以用 CHITUBOX 的孤岛检测功能检查重要区域是否有孤岛存在。
六、上拉速度过快
打印速度对拉力的影响依然可以用上述提到的斯蒂芬吸力公式来粗略估计,平台上升越快,dt 越小,拉力 F 越大。dt 和 F 成反比。如果平台上升的速度过快,过大的拉力可能使当前层脱膜时从打印平台上被扯下,甚至是整个模型被扯下。
七、离型膜磨损严重
如果 FEP 膜磨损严重,会增加脱膜时对模型的拉力,这也可能导致当前固化层粘在 FEP 膜上,无法正常剥离。
八、料槽或打印平台存在杂质或有磨损
为了保证良好的附着力,模型和打印平台接触面应该平滑并干净。这就需要打印平台上没有油脂,打印残留等其他杂质。如果打印前平台或料槽中存在杂质,自然会阻止固化的部分附着到打印平台上。同样,如果平台存在磨损问题也会影响固化后的树脂对平台的附着力, 如果打印平台有明显的划痕,可以用砂纸进行打磨使其更加平滑,砂纸可以选用 8000 目左右的。您也可以选择用磁吸板,这样方便直接更换,省去打磨的时间。
九、支撑参数不合适
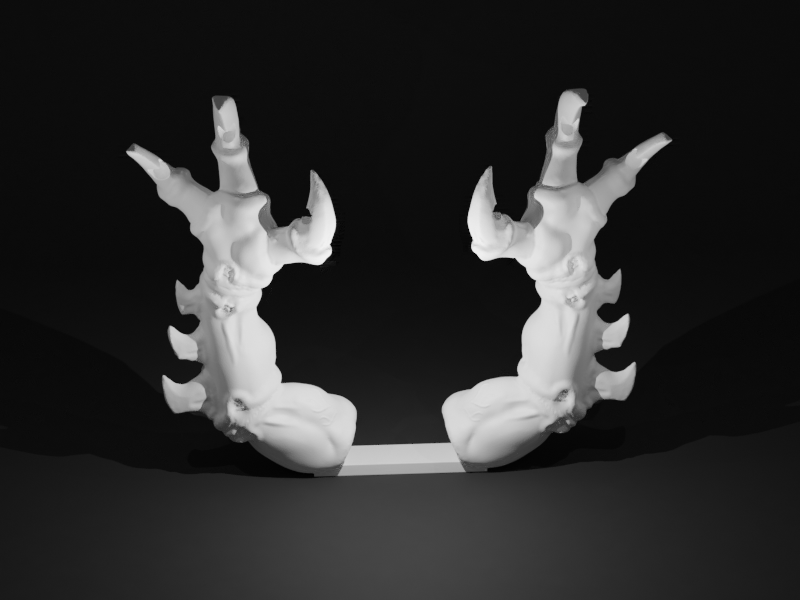
我们需要通过调整支撑参数来增加脱膜时支撑对模型的拉力以保证模型可以被正常拉起。我们从 Thingiverse 下载了一对爪子,并用 CHITUBOX 来演示测试调整支撑设置。
在支撑的参数中,最重要的就是支撑顶部。顶部是用来连接模型和支撑的关键部位。顶部结构中有两个参数至关重要:接触深度、上端直径。
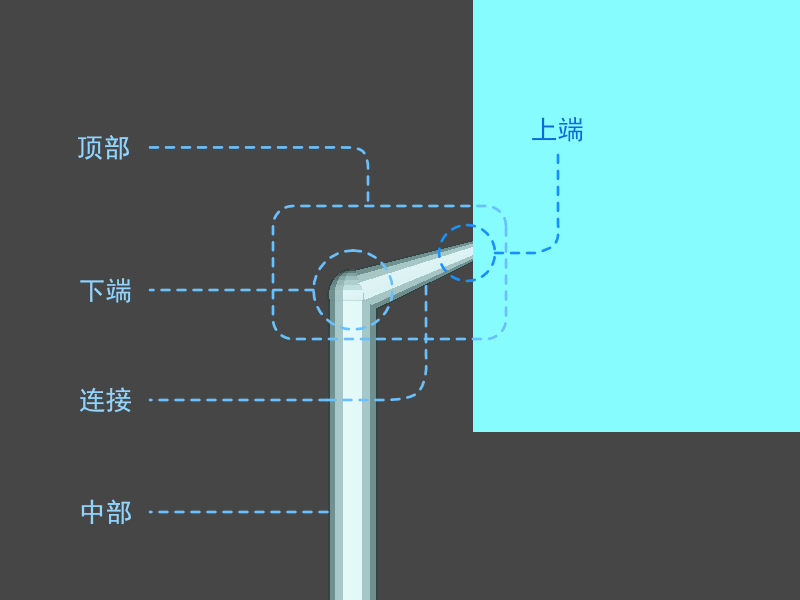
接触深度越深,支撑头插入模型的深度就越深。我们需要确保接触深度足以在打印平台和离型膜之间的拉力赛中占据上风。
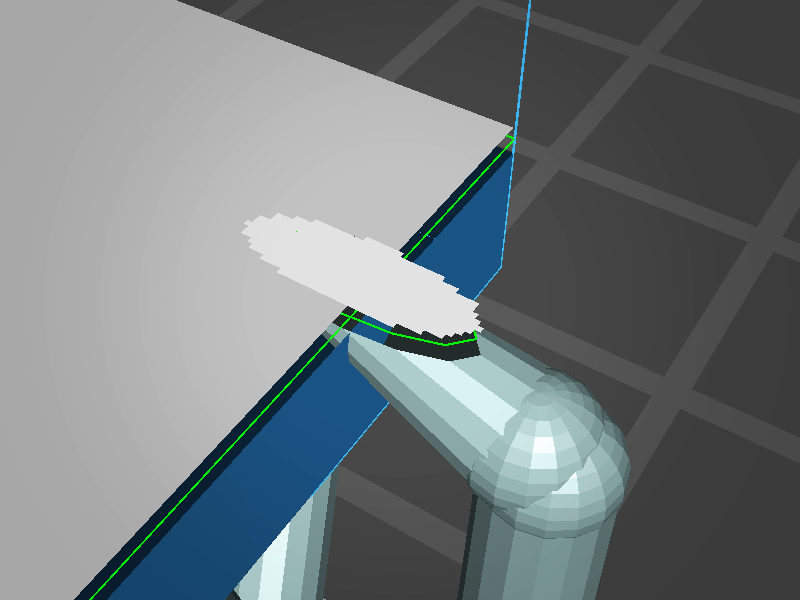
⚠ 注意:当启用图像灰度且灰度低于 255 时,支撑和模型的曝光强度不同,此时插入模型的支撑部分曝光强度会强于模型部分,如下图所示,设置支撑深度时需要注意该问题。
上端直径越大,支撑头与模型的接触面积就越大,模型和支撑之间的连接就越牢靠。合理地调整上端直径很重要。
测试的爪子模型并不是很大(26.63 * 60.46 * 47.21mm),因此一开始考虑支撑设置里的“细”就足够了,参数默认的接触深度 0.3mm,上端直径 0.3mm。
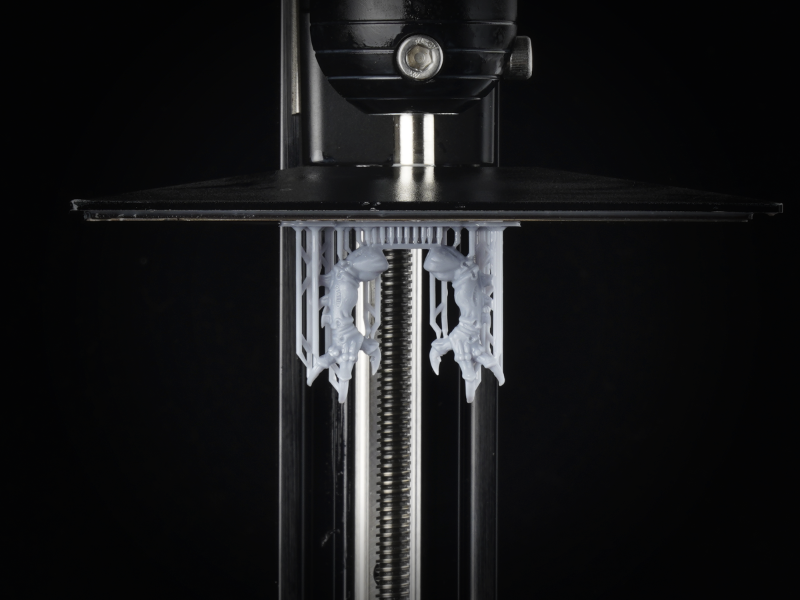
可惜打印失败了,打印平台上只有支撑,模型完全缺失。

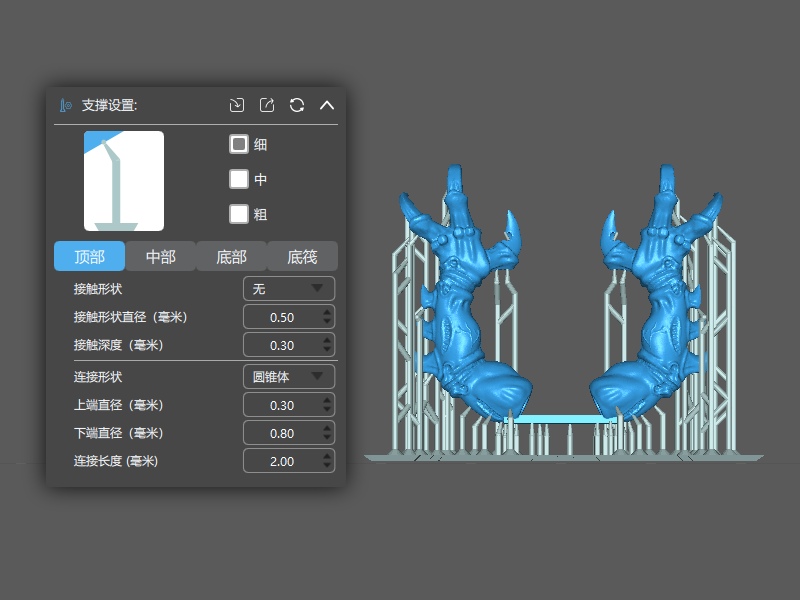
所以把支撑设置里的“细”调整为“中”,默认接触深度 0.4mm,上端直径 0.4mm。
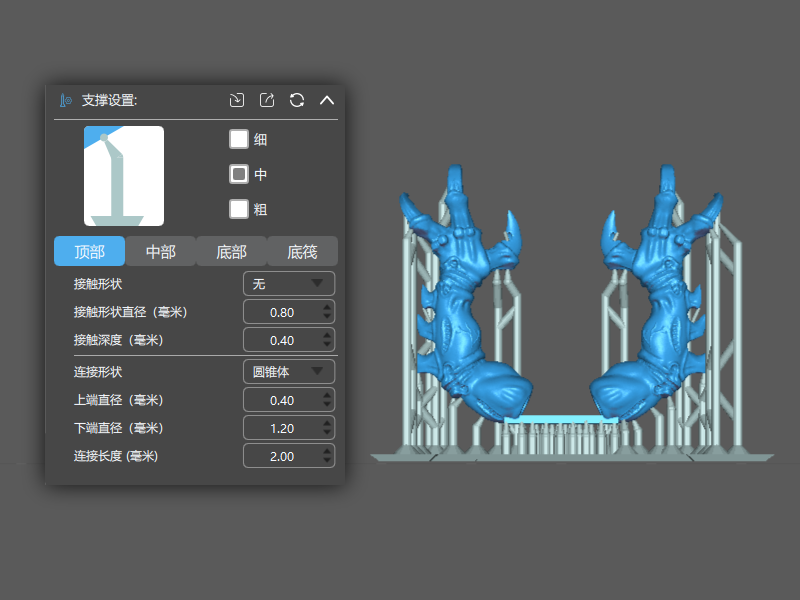
不出所料,这一次成功了。除了顶部设置变动外,从“细”调整为“中”时,中部直径也会加多 0.4mm。
十、温度过低
树脂温度会影响树脂的粘度,过低的温度会增大树脂的粘度,从而影响到固化速度,因此打印时也需要避免树脂温度过低。通常来说应保证树脂温度至少高于 21 摄氏度,建议是 27 摄氏度。
十一、设置曝光不足
由曝光不足引起的固化不充分是导致打印失败很常见的原因,增加底层的曝光时间也会有帮助。一般来说,底层的曝光时间可以设为正常层曝光时间的 5 ~ 10 倍。但是过长的曝光时间会导致过曝从而丢失模型细节,合适的曝光时间受光源强度,树脂光敏特性等因素影响,因此可以通过多次曝光测试的结果来获得最适合自己需求的曝光时间。
十二、硬件问题
如果屏幕或光源出现故障或老化而导致欠曝,也有可能造成脱膜失败。对于硬件问题的排查需要用到专业的紫外光照度计。
⚠ 测试时需佩戴紫外光防护眼镜以保证眼睛不受紫外光伤害。
首先取下料槽,观察屏幕曝光图案形状是否和预期一致以及是否有异常,若肉眼看起来正常,可以使用打印机的曝光测试模式对全屏进行曝光,然后用照度计测试屏幕上方的光强,通常来说平均照度应在 4500μW/cm² 以上,若远低于这个值,可以询问打印机厂商正常的照度值范围,以及是否需要替换屏幕或光源。
以上就是脱膜失败的常见原因。在逐项排查时应保证每次仅改变一个变量,其他变量保持不变,否则即便问题解决了,你也无法确定问题出在哪里。
模型来源:https://www.thingiverse.com/thing:2520821