 分享
分享 光固化DLP/LCD 3D打印精度失真是什么原因?
有时候在测量光固化DLP/LCD 3D打印成品尺寸,会发现精度失真的问题,对于精度要求较高的模型来说,这个问题就尤为致命。今天,我们就来探讨下光固化DLP/LCD 3D打印精度失真是什么原因?
空间直角坐标系中:x代表横轴,y代表纵轴,z代表竖轴,3个方向任何一处的尺寸偏差都会导致整体的精度失真。因为成型平台的移动方式,Z轴与XY轴完全不同,需要分开来看。
XY轴精度失真原因
XY校准错误
由于DLP/LCD系统XY轴分辨率是固定的(延伸阅读:小议光固化3D打印XY轴分辨率精度),设置时,分辨率需要与打印尺寸匹配,否则,模型就会扭曲和失真,造成精度不准。XY校准错误是导致精度失真的常见原因。
一般来说,厂家会提供这些出厂数据,以Elegoo Mars Pro为例,我们可以查到,规格表里的成型尺寸(Build Volume)是120 x 68 x 155 mm,此外还有一组68.04x120.96mm的显示面积(Display Area)。 虽说两组数据差别不大,但我们都知道差之毫厘谬以千里,即使零点零几的差距,也会造成XY方向的精度失真。
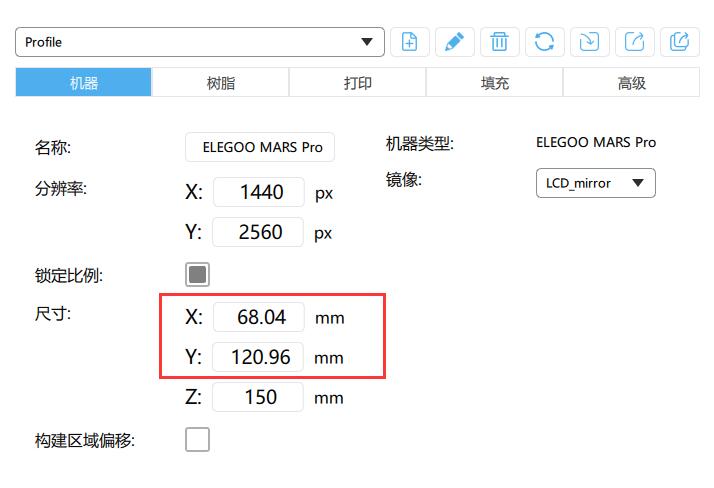
这两个面积很容易造成新手的困惑,实际上Elegoo Mars Pro屏幕面积是68.04x120.96mm,但由于装配方式的问题,LCD打印机安装时钢化玻璃为避免漏光,会遮挡屏幕边缘(一般情况下,DLP打印机不会出现此情况),导致能打印的成型区域只有68 x120mm,但是分辨率需要与打印尺寸匹配(不匹配会导致图像缩放),因此填写68.04x120.96mm参数才是正确。
好在CHITUBOX内置的机型,已经默认填写了最佳的尺寸参数,即使不是很了解这个问题也不用头疼。大部分用户不会把模型放到成型平台的最边角,因此显示面积稍微缩小,并不影响实际使用。
但如果装配方式导致实际打印的成型区域有较大的缩小(如120.96mm缩小为115毫米),这里依然需要填写120.96mm的参数,可以通过校准“构建区域偏移”来解决这个问题
支撑添加不够
大部分模型需要合适的支撑,如果支撑添加的不够、太细、位置不对,可能造成模型的歪斜甚至变形,从而影响到精度。可以通过调整CHITUBOX中支撑参数,并且优化摆放角度,来优化支撑结构。
曝光不足或过曝
曝光对于模型的精度同样有影响,一般来说,曝光不足会导致模型相对于实际尺寸偏小,而过曝会导致模型相对于实际尺寸偏大。
酒精浸泡过久
树脂可以吸收酒精,导致膨胀或卷曲。尤其是是有薄壁, 细柱类的精细部位,更是不能酒精里长期浸泡。建议用超声波机震动清洗不超过2分钟,在酒精里浸泡不超过10分钟。

Z轴精度失真原因
光固化DLP/LCD 3D打印机通过Z轴上下移动,实现逐层打印。Z轴精度受控于Z轴稳定性,而影响Z轴稳定性的因素很多。
可以通过观察机器的设计,来了解机器的Z轴稳定性。首先,Z 轴使用的导轨跟传动电机是多少细分的(目前大部分使用16细分的A4988或256细分静音驱动芯片),再来是看机器Z轴的组装的垂直度 , 真直度, 中心度。
垂直度:Z 轴与屏幕安装平面组装后,是否是90度垂直度;真直度 :Z 轴的光轴是否从头到位都是真正的一直线;中心度 :Z 轴导轨与传动丝杆两个上下移动时的间距是否都是等距, 如果等距的话, 表示两者的中心度就是平行在两条中心轴上。
此外,成型平台固定螺丝和关节、悬臂都会影响到Z轴的稳定性。